集電器
集電器
集電器從字面上理解,這就是收集器。在電子器件內,有時把用來收集電子的電極,例如受電子束所投射的電極叫做集電器(即集電極)。在發電機內,則是將用來把電機內所產生的交變電流轉換為脈動電流,即變成方向恆定而大小在變化著的電流的裝置叫做集電器。
集電器是滑線系統中最主要的部件之一。
集電器是滑觸線系統中集電側拾取電能的主要裝置,它通過集電刷與導軌的滑動接觸,將電能直接傳導至用電器,從而實現系統的移動供電。集電器由機械結構的張力裝置和直接與導軌滑動接觸的集電刷兩部分組成。
機械結構的張力裝置決定集電刷與導軌的滑動接觸壓力和機構的穩定性,集電刷則是導軌滑動接觸拾取電能的導體,它的性能和導電質量以及材料結構成分的優劣,將直接影響整個系統設備的安全運行質量。
集電器的種類很多,測試中常用的有:拉線式、電刷式和感應式等。前兩種是接觸式集電器,后一種是非接觸式集電器。
拉線式集電器

拉線式集電器
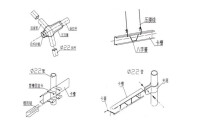
在圓軸1上固定有膠木內環2,在它的槽上鑲有集流環3,並和貼在軸上的應變片相連接;這樣,電信號由集流環3、拉線4、絕緣板5、接線柱6,輸到測量儀器上。拉線4靠彈簧7張緊,保證與集流環接觸良好。
這種集電器適用於線速度比較低(≤4米/秒)、運轉時間短的情況。其優點是結構簡單、工藝要求不高、接觸可靠,但磨損大,壽命低。
電刷式集電器

電刷式集電器
徑向刷式集電器的結構簡單、使用方便,但接觸電阻不太穩定,所以只適用於轉速低和精度要求不太高的情況。端面刷式集電器是靠側面接觸,接觸電阻比較穩定,適用於轉速較高和精度要求高的情況。
在設計集電器時應注意以下幾點:
②每個集流環上電刷數目的多少會影響接觸電阻的大小和穩定性,電刷數目過少工作不可靠,過多會使集電器結構複雜,一般以對稱地配置2~4個為宜。
③電刷與集流環之間的接觸壓力也影響接觸電阻的大小和穩定性,壓力過小接觸電阻大且不穩定,過大會引起摩損發熱、降低壽命,一般壓力在60~80N/cm2之間為宜。
④在同一集流環上各電刷的壓緊彈簧,最好應具有各自不同的固有頻率,以保證在強烈振動時,幾個電刷不致同時彈起,能保持良好接觸。
感應式集電器

感應式集電器
感應式集電器又稱迴轉變壓器式或無觸點式集電器。它的工作原理是利用電磁感應將旋轉部分的測量信號傳到固定部分上去,免去了各種接觸點,所以不存在接觸電阻等問題。這種集電器的的原理和結構如右圖所示。貼在被測軸上的四片應變片接成全橋式電路;應變儀的供橋電壓通過輸入變壓器接到電橋的輸入端A、C上,電橋的輸出信號由輸出端B、D通過輸出變壓器而輸出。變壓器的次級繞組和變壓器的初級繞組,固定在集電器的內套筒l上與被測軸一同旋轉,變壓器的初級繞組和變壓器的次級繞組,固定在不旋轉的外殼體2上。變壓器的線圈繞組放在由工業純鐵製成的磁路環5、6、7和8中,線圈由漆包線繞成。和間有非磁性材料製成的屏蔽環3、4,其功用是防止兩變壓器之間互相干擾。套筒1和外殼2亦由非磁性材料製成。
集電器是自整角機、旋轉變壓器等產品的關鍵部件之一。按結構分為整體式集電器和裝配式集電器兩類。六十年代以前,由於引出線的耐熱性不夠(塑壓工藝要150~200℃以上)等原因,所以主要採用裝配式集電器。這種結構的集電器由絕緣套筒、絕緣片、以及含有含有片的銀合金環等零件組成。各零件單獨加工和塑壓,然後裝配起來,用縮醛烘乾膠液或電木漆粘接而成。絕緣墊片常用夾布膠木板沖製成型,絕緣套筒一般用酚醛壓塑料壓制而成。
20號機座旋轉變壓器的集電器
這種結構零件少,一次塑壓成型,生產效率高。裝配式集電器在新產品中已經少見。
下面簡要介紹整體式集電器。
對於整體式集電器,開始一段時間多用熱固性塑料成型結構和塑壓方法,問題是容易產生斷線,相間或對地短路,合格率不高,生產效率也較低。現在,多採用熱塑性增強滌綸材料,注射成型工藝方法,應用效果良好。
整體式集電器主要技術要求包括:
(1)有足夠的機械強度,在塑料體絕緣層較薄的情況下,也能保證在機械加工和裝配過程中不破裂。
(2)有較高的電氣絕緣性能。能在正常狀態或濕熱帶條件下,有較高的絕緣電阻。
(3)集電器中的鑲件和引線較多,所以設計的整體結構型式和尺寸應適合於注射成型工藝,塑壓后,不允許脫焊、斷線。
(4)選用的塑料耐熱性要好,保證在要求的高溫條件下集電器的尺寸穩定。
由此可見,集電器是一個體積小,引線和鑲件(導電環)較多,電氣性能、機械性能要求較高的部件。
導電環
導電環材料應具有:良好的導電性,抗火花燒傷性;良好的抗腐蝕性和抗有機污染性能;耐磨性和小的摩擦係數,以減少摩擦力矩,提高壽命;良好的工藝性能。
導電環常採用銀銅合金(如AgCu10)、銀鎳銅合金(如AgCuNi20-2)等管材,通過車加工得到,也可以用板材沖制而成。有的航空電機導電環採用金銀銅合金或金銀合金等。
為了防止塑壓后,因塑料收縮可能引起導電環和塑料體之間鬆動,導電環的內孔應沖製成花鍵型式,起止動作用。 ·
在加工好的導電環上焊接的引出線,常採用性能優良的聚四氟乙烯絕緣安裝線,如AF-200,AF-250等。
塑料壓制
(1)材料
集電器所用的塑料若是熱固性的,一般選用酚醛壓塑料。前面已經說明,採用熱固性塑料,因壓模所需溫度較高,壓制時間較長,所以容易產生焊頭脫焊,而且生產效率低。
採用熱塑性塑料,常用增強聚酯,即增強滌綸,也即聚對苯二甲酸丁二醇酯的玻璃纖維增強塑料。它是用來壓制集電器比較理想的一種材料,除尺寸穩定性好、價格便宜外,還有以下特點:
①耐熱性好,熱變形溫度較高(200℃左右),可以在140℃情況下長期使用。
②機械性能優良,彎曲強度達130—200兆牛/平方米,抗拉彈性模量達到4000兆牛/平方米,抗衝擊強度大於2.4兆牛厘米/平方米(酚醛壓塑料僅為0.2—1.5),耐蠕變及耐疲勞性能也很強。這樣,即使集電器絕緣層較薄,如0.5毫米左右,也能保持一定的強度,不致在機械加工和裝配中產生破裂。
③電氣性能良好,而且對溫度和濕度的變化反應穩定。
④耐溶劑性能較強,能夠耐多數有機溶劑,如甲苯、二甲苯、丙酮、香蕉水等。轉子浸漆后不會產生溶脹、變形或開裂現象。
⑤抗吸濕性良好,不吸水。
⑥便於注射成型,效率高,而且同收料可以利用。
(2)塑壓
集電器注射壓膜
將塑料在料筒中加熱成粘稠性流體,用一定注射力,使塑料經過澆道口進入模腔。壓模溫度低於塑料軟化溫度,模具吸收熔化塑料的熱量,使塑料降溫凝固,保持一定時間后,即可開模取出零件。熱塑性塑料壓制時間很短,一般只有幾秒鐘,最多也不過1—2分鐘。
具體注射規範包括:塑料加熱溫度、注射壓力、注射時間、模具溫度等。合理地選擇注射工藝規範是保證集電器質量的關鍵。
增強滌綸注射成型的一組工藝規範數據如下,供參考。
料溫 250—270℃
噴嘴溫度溫度40—260℃
注射壓力 60—80MN/m^2
注射時間 20—60 s(按集電器大小選定)
模具溫度 50—80℃
熱塑性塑料包括增強滌綸、聚碳酸酯、聚碸、聚苯醚等材料製品。壓制后需進行后熱處理,以穩定製品的尺寸,清除內應力。后熱處理所用溫度一般比製件的允許工作溫度高10—20℃,或比塑料的熱變形溫度低10—20℃。時間應根據材料的種類和製件厚度選定,一般在1一12小時以內。
集電器熱處理以後,經過去毛刺,進行質量檢查,主要項目有:
①外觀檢查;
②導電環外圓對集電器內孔的不同軸度檢查;
③導電環之間及導電環與絕緣體之間絕緣電阻測量,引出線焊接質量檢查等;

基本信息
- 中文名
- 集電器
- 外文名
- current collector
- 運用領域
- 原理
- 通過集電刷與導軌的滑動接觸,將電能直接傳導至用電器
- 功能
- 把電機內所產生的交變電流轉換為脈動電流
- 類別
- 拉線式、電刷式、感應式
- 組成
- 集電刷、導軌
- 定義
- 滑線系統中最主要的部件之一