多軸鑽床
用於太陽能配件等加工的設備
多軸鑽床俗稱多軸器、多孔鑽或多軸鑽孔器。是一種運用於機械領域鑽孔、攻牙的機床設備。

多軸鑽床
加工前,須先調整工件在工作台上的位置,使被加工孔中心線對準刀具軸線。加工時,工件固定不動,主軸在套筒中旋轉並與套筒一起作軸向進給。工作台和主軸箱可沿立柱導軌調整位置,以適應不同高度的工件。
立鑽有方柱立鑽和圓柱立鑽兩種,還有排式、多軸坐標和轉塔等多種變型。①排式鑽床:一般由2~6個立柱和主軸箱排列在一個公用底座上,各主軸順次加工同一工件上的不同孔或分別進行各種孔加工工序,可節省更換刀具的時間,用於中小批量生產。②多軸立式鑽床:機床的多個主軸可根據加工需要調整軸心位置,由主軸箱帶動全部主軸轉動,進行多孔同時加工,用於成批生產。③坐標立式鑽床:在方柱立鑽上加可縱、橫移動的十字工作台而成,可按坐標尺寸進行鑽削。④轉塔立式鑽床:多採用程序控制或數字控制,使裝有不同刀具的轉塔頭自動轉位、主軸自動改變轉速和進給量,工件自動調整位置,實現多工序加工的自動化循環。
多軸鑽床最早出現在日本地區,后經台灣傳入大陸。距今已有二十年的歷史。由於進入國內時間不長,所以很多企業都未曾耳聞。其實它是裝在鑽、攻機床上的夾刀頭子,並且是兩軸以上同時加工鑽孔件或攻牙件,故稱多軸鑽床。一台普通的多軸鑽床一次能把幾個乃至十幾二十個孔或螺紋加工出來。如配上氣(液)壓裝置,可自動進行快進、工進(工退)、快退、停止。多軸鑽床也稱群鑽床,可用來鑽孔或攻牙,一般型號可同時鑽2-16孔,提升效率,固定機種軸數不拘,鑽軸形式,尺寸大小可依客戶之需進行設計加工。

多軸鑽床
如汽車、摩托車多孔零部件:發動機箱體、鋁鑄件殼體、制動鼓、剎車盤、轉向器、輪轂、差速殼、軸頭、半軸、車橋等,泵類、閥類、液壓元件、太陽能配件等等。多軸鑽床可分為可調式和固定式兩種規格,可調式多軸鑽床在其加工範圍內,其主軸的數量、主軸間的距離,相對可以任意調整,一次進給同時加工數孔。在其配合液壓機床工作時,可自動進行快進、工進(工退)、快退、停止。同單軸鑽(攻絲)比較,工件加工精度高、工效快,可有效的節約投資方的人力、物力、財力。尤其機床的自動化大大減輕操作者的勞動強度。固定式多軸鑽床採用單件(加工件)專機的設計方案,根據其加工件加工頻率高、量大之原因,專門量身定製一件一機的設備,在其工作中勿須擔心尺寸跑偏而傷腦筋。除用到常規的產品外,還可根據客戶的特殊要求進行專項設計。
多軸鑽床大體分為兩種類型:可調式和固定式。
一 可調式:本體結構得用齒輪箱配合萬向節頭所組成,由於萬向節是可活動軸件,故在限定範圍內可左右移動。在調整加工孔距時不受齒輪所限制,適合加工多樣不定性孔件,使用範圍較廣。缺點是精度方面控制有所欠缺,長期使用跑位率相比略高。適合單件加工量不大,長年更換加工件的企業。
二 固定式:根據單件加工件量身定製多軸器,即依照零件的間距、排布,定死動軸。從而達到單品單軸,一件一台的多軸器標準方案。這是使用多軸器最終的模式,是提高生產效率最快的鑽床設備。固定式加導孔板多軸器準確耐用,在更換式件時,有很多空間取付方便,不會受到治具之妨礙。所加工出來的產品更精確,多軸鑽床也更耐用。
多軸鑽床按其加工件的硬度來劃分,可分為中切削型、重切削型和強力超重切削型三類。中切削適用於鋁、鎂、銅等HB≤150以下的工件。重切削適用於孔數大於10個的軟質件或7孔以下的鋼、鐵等HB≤265以下的工件。強力超重切削型試用於265≤HB≤330鋼、鐵等強硬度工件。
多軸鑽床使用教程:
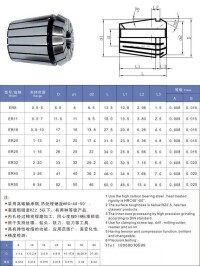
多軸配件
1.1.夾頭是否良好。
1.2.工作檯面是否平行。
1.3.推上總電源開關。
二、開車步驟:
2.1.主馬達運轉:將馬達運轉鈕扳於正或運轉使馬達正或反運轉。
2.2.操作方法選擇:依作業要求可選擇正運轉與反運轉操作方法。
2.3.正運轉操作:將馬達運轉鈕扳於正運轉位置,即可使馬達正運轉帶動鑽頭運動,用於搖動把手輪使鑽頭往下進給,手把鬆開把手輪自動彈回。
2.4.反運轉操作:將馬達運轉鈕扳於反運轉位置,即可使馬達反運轉轉動把手輪操作作業。
三、使用中應注意事項:
3.1.鑽頭夾具不可敲打,需用扳手鬆緊固定或鑽頭。
3.2.鑽孔時需注意鑽頭不可鑽到平台或夾具。
3.3.鑽孔時需先給工件被鑽的位置定個中心點。
3.4.鑽孔徑大於10MM時,應分2-3次由小到大鑽孔。
3.5.鑽床的轉速隨鑽頭大小調整皮帶輪進行調整,皮帶輪進行高速孔徑愈大轉速愈慢。
3.6.所鑽的工件如太小需用夾具來固定,切勿用手來穩定工作。
3.7.作業時,不能戴手套。
3.8.工作檯面調整:
3.8.1.鬆開固定螺絲搖動把手使工作台上升或下降。
3.8.2.推動工作台可向左,右移動。
3.8.3.調整完后,把固定台螺絲固定牢固。
3.9.反運轉操作用於定中心位置與鑽頭夾住排除。
四、停車步驟:
4.1.每逢中午休息,下班或停止作業時應使鑽床置於安全的停止狀態。
4.2.操作停止:將馬達運轉選鈕置於OFF位置,使其停止。
4.3.切斷電源:將總電源開關拉下。
五、使用后應注意事項:
5.1.停車后,將檯面與地面鐵屑清掃乾淨,工具歸位。
5.2.待一切處理好后,方可離開崗位。
六、故障排除:
6.1.鑽頭鑽不動時:
6.1.1.鑽頭磨損壞,應拆下研磨鑽頭即可。
6.1.2.所鑽工件己熱處理,普通鑽頭無法鑽動。
6.2.鑽頭夾在孔內:
6.2.1.將馬達運轉選鈕扳於反轉,使鑽頭反轉后回升。
6.3.所鑽出的孔不垂直:
6.3.1.調整工件檯面與機身檯面平衡。
6.3.2.用水平儀將機身檯面校平。
6.3.3.用水平議校正工作檯面平行度與機身檯面平行度相同。
6.4.所鑽出的孔與鑽頭直徑不相等。
6.4.1.一般公差為0.1MM如超過,檢查夾頭是否磨損壞,則更換。
6.4.2.鑽頭是否彎曲,則更換。

基本信息
- 中文名
- 多軸鑽床
- 別名
- 多軸器
- 運用領域
- 機械領域鑽孔
- 類別
- 機床設備
- 作用
- 鑽孔,攻絲