選擇性激光燒結
選擇性激光燒結
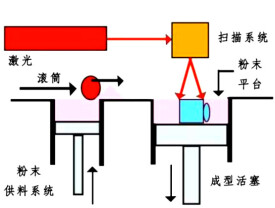
選擇性激光燒結是SLS法採用紅外激光器作能源,使用的造型材料多為粉末材料。加工時,首先將粉末預熱到稍低於其熔點的溫度,然後在刮平棍子的作用下將粉末鋪平;激光束在計算機控制下根據分層截面信息進行有選擇地燒結,一層完成後再進行下一層燒結,全部燒結完後去掉多餘的粉末,則就可以得到一燒結好的零件。目前成熟的工藝材料為蠟粉及塑料粉,用金屬粉或陶瓷粉進行燒結的工藝還在研究之中。
目錄
◆激光選區燒結法(SLS)
在成型的過程中因為是把粉末燒結,所以工作中會有很多的粉狀物體污染辦公空間,一般設備要有單獨的辦公室放置。另外成型后的產品是一個實體,一般不能直接裝配進行性能驗證。另外產品存儲時間過長後會因為內應力釋放而變形。對容易發生變形的地方設計支撐,表面質量一般。生產效率較高,運營成本較高,設備費用較貴。能耗通常在8000瓦以上。材料利用率約100%。
選擇性激光燒結(SLS)--材料廣泛的快速成型工藝
SLS工藝又稱為選擇性激光燒結,由美國德克薩斯大學奧斯汀分校的C.R.Dechard於1989年研製成功。SLS工藝是利用粉末狀材料成形的。將材料粉末鋪灑在已成形零件的上表面,並刮平;用高強度的CO2激光器在剛鋪的新層上掃描出零件截面;材料粉末在高強度的激光照射下被燒結在一起,得到零件的截面,並與下面已成形的部分粘接;當一層截面燒結完后,鋪上新的一層材料粉末,選擇地燒結下層截面。SLS工藝最大的優點在於選材較為廣泛,如尼龍、蠟、ABS、樹脂裹覆砂(覆膜砂)、聚碳酸脂(poly carbonates)、金屬和陶瓷粉末等都可以作為燒結對象。粉床上未被燒結部分成為燒結部分的支撐結構,因而無需考慮支撐系統(硬體和軟體)。SLS工藝與鑄造工藝的關係極為密切,如燒結的陶瓷型可作為鑄造之型殼、型芯,蠟型可做蠟模,熱塑性材料燒結的模型可做消失模。3.3選擇性激光燒結法(SLS)選擇性激光燒結法又稱為選區激光燒結。它的原理是預先在工作台上鋪一層粉末材料(金屬粉末或非金屬粉末),激光在計算機控制下,按照界面輪廓信息,對實心部分粉末進行燒結,然後不斷循環,層層堆積成型。
由於該類成型方法有著製造工藝簡單,柔性度高、材料選擇範圍廣、材料價格便宜,成本低、材料利用率高,成型速度快等特點,針對以上特點SLS法主要應用於鑄造業,並且可以用來直接製作快速模具。如圖9為採用SLS技術生成的4缸發動機。
基本信息
- 中文名
- 選擇性激光燒結
- 外文名
- Selective Laser Sintering
- 別名
- 激光選區燒結
- 能源來源
- 紅外激光器
- 造型材料
- 粉末材料
- 簡稱
- SLS