研磨盤
研磨盤
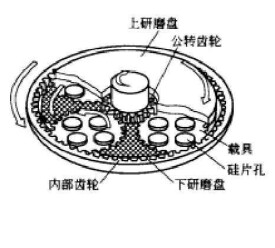
研磨盤是用於塗敷或嵌入磨料的載體,使磨粒發揮切削作用,同時又是研磨表面的成形工具。能旋轉的圓盤、圓柱、圓錐體、平板、油石、薄板、管子、環圈和特製的定形研磨盤,都可作研磨工具。
研磨盤的材料、應較工件材料軟,以使研磨粉粒能嵌入研磨盤的表面,研磨盤用生鐵、軟銅、紫銅、黃銅、鉛、硬木製成。鉛和硬木只是在使工件研磨具有最後尺寸后,為加光而用的。
研磨劑中最硬的是金剛石粉;用金剛石粉研磨淬火硬化的硬體。但是金剛石粉的價格甚貴,因此很少使用。次硬的是金剛砂。再其次是剛玉粉、碳化硅和鐵丹粉。最常用的是金剛砂。
用不同的研磨盤,則要求用不同種類的潤滑劑。生鐵研磨盤需用煤油或汽油作潤滑劑。軟鋼研磨盤——用機油。銅研磨盤——用機油、酒精、碳酸水。凡對銅表面的質量要求特別高時,就用酒精稀釋的滑石粉或用凡士林混合的鐵丹粉作潤滑劑。研磨鋁時,用甲苯稀釋的矽藻土和硬脂酸或用木質油稀釋的硅藻土作潤滑劑。研磨銅合金時,用機油和脂肪作潤滑劑,把選定的潤滑液和研磨粉混合,然後把混合物仔細地塗擦。
研磨盤本身在研磨過程中與工件是相互修整的,研磨盤本身的幾何精度按一定程度“轉寫”到工件上,故要求研磨盤的加工面有高的幾何精度。對研磨盤的主要要求有:
(1)材料硬度一般比工件材料低,組織均勻緻密,無雜質、異物、裂紋和缺陷,並有一定的磨料嵌人性和浸含性。
(2)結構合理,有良好的剛性、精度保持性和耐磨性。其工作表面應具有較高的幾何精度。
(3)排屑性和散熱性好。
為了獲得良好的研磨表面,有時需在研磨盤面上開槽。槽的形狀有放射狀、網格狀、同心圓狀和螺旋狀等。槽的形狀、寬度、深度和間距等要根據工件材料質量、形狀及研磨面的加工精度而選擇。在研具表面開槽有如下的效果:
(1)可在槽內存儲多餘的磨粒,防止磨料堆積而損傷工件表面。
(2)在加工中作為向工件供給磨粒的通道。
(3)作為及時排屑的通道,防止研磨表面被划傷。
將金剛石或立方氮化硼磨料與鑄鐵粉末混合后,燒結成小薄塊,或用電鑄法將磨粒固著在金屬薄片上,再用環氧樹脂將這些小薄塊粘貼在研磨盤上可製成固著磨料研磨盤。固著磨料研磨盤適用於精密研磨陶瓷、矽片、水晶等脆性材料,研磨盤表面精度保持性好,研磨效率高。
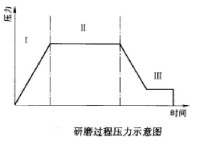
研磨過程壓力示意圖
(1)研磨壓力的增加;
(2)研磨漿料流速的增加;
(3)研磨漿料內研磨粉的增加;
(4)研磨盤轉速的增加。
研磨製程的完成,是以定時或定厚度(磨除量)為主。其中定厚度的方法,是利用一厚度探針,來感應晶片的厚度,一旦達到設定的厚度,機台便會慢慢減壓而停止研磨。