基軸制
基軸制
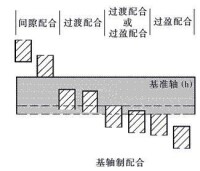
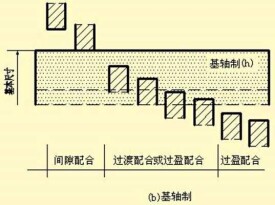
基軸制是規定軸公差帶固定不變,通過選用不同的孔的公差帶來得到不同配合的一種制度。這種軸稱為基準軸,其基本偏差為零,它的代號用小寫字母“h”表示。
基軸制
間隙配合:a~h用於間隙配合,基本偏差的絕對值等於最小間隙。其中a,b,c用於大間隙和熱動配合,考慮發熱膨脹的影響採用與直徑成正比的公式計算。d,e,f主要用於旋轉運動,為了保證良好的液體摩擦,最小間隙應與直徑成平方根關係。g主要用於滑動和半液體摩擦,或用於定位配合。基本偏差cd,ef,fg的絕對值,分別按c與d,e與f,f與g的絕對值的幾何平均值確定,適用於尺寸較小的旋轉運動。
過渡配合:j~n主要用於過渡配合,由於所得間隙和過盈均不太大,可以保證孔、軸配合時,有較好的對中性。
過盈配合:p~zc按過盈配合來規定,從保證配合的主要特性——最小過盈來考慮,常按相配基準孔的標準公差(多數為H7)和所需的最小過盈來確定其基本偏差數值。
基徠軸制一般用於以下情況:
(1)當配合的公差等級要求不高時,可採用冷拉鋼材直接作軸。冷拉園型材的尺寸公差可達IT7~IT9,這對某軸類零件的軸頸精度,已能滿足性能要求,在這種條件下採用基軸制,可免去軸的加工,只需按照不同的配合性能要求加工孔,就能得到不同性質的配合。
(2)一軸配多孔,且配合性質要求不同。
(3)配合中,軸為標準件。採用標準件時,基準制不能隨便採用,要按規定選用。例如:滾動軸承為標準件,它的內圈和軸頸配合是基孔制,而外圈與外殼空的配合應是基軸制。
基軸制是基本偏差為一定的軸的公差帶,與不同基本偏差的孔的公差帶形成各種配合的一種制度。基軸制配合的軸稱為基準軸,基準軸的上偏差為零。用代號h表示,它有雙重含義,即既是軸的基本偏差代號,又表示是基軸制的基準軸。基軸制的特點是任何尺寸段和任何公差等級的基準軸的上偏差皆為零,由改變孔的基本偏差以獲得不同的配合。對於不加工外徑的軸零件,以及無階台的軸零件等情況。採用基軸制配合是比較合理的。
選擇基準制時,應從結構、工藝、經濟幾方面來綜合考慮,權衡利弊,主要是遵從以下幾項原則:
1、一般情況下,設計時優先選用基孔制。加工孔要比加工軸困難,而且所用的刀,量具尺寸規格也多些。採用基孔制,可大大縮減定製刀,量具的規格和數量。
2、有些情況下採用基軸制配合:零件採用外徑不需加工的,具有一定精度等級的型材時,如直接用作軸;在同一基本尺寸的軸上裝配幾個具有不同性質的零件時,應選用基軸制配合;與標準件相配合的孔或軸,應以標準件為基準來確定配合制。如滾動軸承的外圈與軸承座的配合即屬於基軸制配合;又如定位銷與孔的配合為基軸制的配合等。
3、非基準配合:在實際生產中的某些配合,如有充分的理由或特殊需要,允許採用非基準配合,即非基準孔和非基準軸的配合。
基本尺寸≤500mm,國家標準規定了一般、常用和優先軸公差帶119種。其中圓圈內的為優先公差帶,方框內的為常用公差帶,其他為一般用途的公差帶。
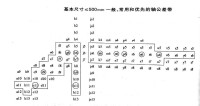
一般、常用和優先的軸公差帶
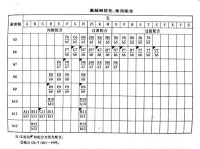
基軸制優先、常用配合
在精度設計時,應該按照優先、常用和一般用途公差帶的順序選用,組成所要求的配合。當一般公差帶不能滿足要求時,允許由標準公差和基本偏差組成所需的公差帶與配合。
基軸制優先配合公差帶圖見下圖:
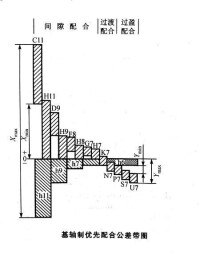
基軸制優先配合公差帶圖
基本信息
- 中文名
- 基軸制
- 外文名
- Basic shaft system
- 過盈配合
- P-Z/h
- 間隙配合
- A-H/h
- 過渡配合
- J-N(P)/h
- 用途
- 統一基準件的極限偏差
- 學科
- 互換性與技術測量
- 應用領域
- 機械製造裝配