微晶石
新型的裝飾建築材料
微晶石是新型的裝飾建築材料,其中複合微晶石稱為微晶玻璃複合板材,是將一層3—5mm的微晶玻璃複合在陶瓷玻化石的表面,經二次燒結后完全融為一體的高科技產品。
微晶石厚度在13—18mm,光澤度大於95。
在建築材料領域,自從上世紀六十年代前蘇聯發明了壓延法製備微晶玻璃以及後來日本發明用燒結法製備微晶玻璃建築裝飾材料以來,這種材料就以其高檔裝飾藝術性、優良的機械性能、耐化學腐蝕性能(耐氣候風化性)、原料來源的廣泛性以及較低經濟成本逐步進入了高檔的建材市場。如今,這種微晶玻璃建築材料已被譽為“21世紀的高檔裝飾材料”
早期陶瓷複合板微晶石

生產微晶石的拋光線
鑒於微晶玻璃是微晶體與玻璃相的復相材料,所以它既有玻璃的某些性能,還具有晶體的某些性能。因此微晶玻璃集中了玻璃與晶體材料(包括陶瓷材料)二者的特點。這種新型復相材料——微晶玻璃的性能指標取決於其內部的微晶相的種類、晶體的大小和分佈,以及其餘玻璃相的數量、成份以及兩者之間的結構等。因此,微晶玻璃不僅具有熱膨脹係數很小的性能(這可以成為優良的耐熱衝擊材料),而且也具有硬度高、耐磨的機械性能(這可以成為高強度材料),還可以具有特殊的電學、熱學、光學、磁學、生物學性能(這成為功能性材料)。因此,微晶玻璃可以在很多領域中獲得應用。
隨著微晶玻璃建築材料的問世和拓展,微晶玻璃陶瓷複合板應運而生。它是微晶玻璃與陶瓷板材的平面複合材料,顯示了多方面的綜合優勢。
歐洲之星微晶石:寶石
其次,微晶玻璃純板材的生產,特別是用燒結法進行的生產,多採用梭式窯燒成以及人工操作的拋光機進行拋光。因此這些生產多是間歇性的,如果採用輥道窯燒成,其斷面將會加高,其輥棒必須是高荷重軟化點的高級耐火材料製作的,還離不開高級耐火材料作為它的墊板;而陶瓷板材的生產是採用成熟的、高度的機械化、自動化連續的生產線進行生產。微晶玻璃陶瓷複合板是將微晶玻璃粒料布撒在燒結好的陶瓷板材表面(板材還起耐火材料墊板作用)上,於普通的陶瓷輥道窯中完成燒成。然後它又在連續的拋光線上完成拋光工序。無疑,這種複合板使微晶玻璃的生產實現了連續化、機械化、自動化,致使微晶玻璃的產量大幅度提升;同時,能源消耗也會大幅度降低。這符合對建材行業節能降耗的要求。

御家瓷磚微晶石空間應用效果圖
微晶玻璃
即結晶相為硅灰石的純微晶玻璃板材比較成熟並批量生產是在上個世紀九十年代中後期,這種新型材料多次在國內、國際的建材展覽會上閃亮登場,引起了廣泛的反響。
早期陶瓷微晶複合板
2002年前後,佛山市幾個大的廠家(包括博德、新中源、嘉俊、歐神諾等)相繼實現工業化生產。在不斷的生產實踐中,逐步克服了(或基本克服)第一代微晶玻璃存在的主要氣孔的缺陷,並順利地將產品推向市場。標誌性的事件是:2002年8月,世界第一片自主研發的“精工玉石”在博德誕生,並申報國家發明專利,這標誌著主流微晶石的誕生;第一代微晶玻璃陶瓷複合板以其潔白如玉的外觀、亮麗柔美的光澤、良好的硬度與耐磨性、較好的耐酸、耐鹼性而嶄露頭角。不過,由於它的析晶是在保留的顆粒邊緣向內部生長,所以晶花顯得單調。
微晶玻璃
最初是為解決第一代微晶玻璃容易出現氣孔的技術難題而研發的。根據玻璃粉末的燒結公式
[1]:ΔL/L0 (收縮率)=Ktγ/ηR(式中:K 為係數、t 為燒結時間、γ為玻璃的表面張力、η為玻璃的粘度、R 為玻璃粉末的粒徑),由此可看出,玻璃粉末的燒結程度(即收縮率大小)與玻璃的表面張力成正比,與玻璃的粘度成反比,與玻璃粉末的粒徑也成反比。

御家瓷磚微晶石空間應用效果圖
[2]:P=Px +P H +2γ/r(式中:P x 為大氣壓、P H為玻璃液靜壓力、2γ/r 為玻璃液表面張力引起的內壓力、γ為表面張力、r 為氣泡半徑),氣泡的內壓力主要與玻璃液的表面張力成正比,與氣泡的半徑成反比。這說明,當氣泡較小,並且玻璃液的表面張大時,氣泡的內壓力很大,可以將氣泡內的氣體吸收(溶解)掉。綜合上述兩個公式可以看出,微晶玻璃的表面張力將是影響微晶玻璃的燒結程度(即收縮率—— —它將影響氣孔率的大小)和內部氣泡被吸收(溶解)能力的主要因素。當然,粘度也是影響微晶玻璃燒結程度的重要因素。
如果微晶玻璃陶瓷複合板在燒成過程中經歷了微晶玻璃

歐洲之星微晶石:玉石
這些結論為解決第一代微晶玻璃存在氣孔的技術難題指明了路線。為此,我們引入了較多含量的表面張力較大,同時粘度又比較小的氧化鋅組份,研製成功了第二代以硅鋅礦為微晶相的微晶玻璃陶瓷複合板,並於2004~2005 年投入了試產。同時,也獲得了國家發明專利。

微晶石熔制窯爐
2005年下半年起,99.5% 的氧化鋅開始大幅度漲價,從每噸6000 元左右一直漲到2006 年上半年的每噸28000 元。在這樣的經濟形勢逼迫下,科研工作者轉向研發新型的、不用氧化鋅價格且更便宜的微晶玻璃。
2006年年底就研製成功了以輝石相為微晶相的第三代微晶玻璃陶瓷複合板,不僅不再添加氧化鋅,而且在此基礎上大幅度降低第二代微晶玻璃陶瓷的成本水平,同時保留了第二代微晶玻璃結晶突破顆粒邊界,生長出形狀各異的花紋和斷面且基本無氣孔的特點。
微晶玻璃的微晶相—— —輝石類主要屬於單斜輝石。
因此,相對來說,第三代微晶玻璃較第二代微晶玻璃的機械性能、耐化學腐蝕性能要更好一些。經過一年多的試產,新中源集團、博德精工建材有限公司先後實現第三代微晶玻璃陶瓷複合板的正常生產。

通體無孔微晶石
還值得指出的是,新中源集團、博德公司先後利用模板布料、篩網布料、幻彩布料等現代布料手段以及不同種類、不同粒度微晶玻璃的相互反應、擴散、滲透作用,在此基礎上開發出第五代微晶玻璃陶瓷複合板。這種複合板的版面具有千變萬化的幻彩效果、雲霧繚繞般的條紋,相互輝映的色彩、層巒疊嶂般的層次構成了各種抽象派藝術的畫卷以及天然逼真的仿石效果,實現了建築裝飾材料向藝術品的逐步跨越。
除了進行各種類型的平面複合外,博德公司還實現了不同微晶玻璃組合的大顆粒(可達數厘米)、微晶玻璃與陶瓷粉料的組合顆粒、不同陶瓷粉料(包括半透明的低溫料)的顆粒的立體複合,形成了“金鑽玉崗”專利產品。當然,在這期間,其它廠家也進行了開發和研製。比如新中源利用玻璃粒料與陶瓷色料的混合技術,開發了色彩繽紛的複合板品種;歐神諾利用壓延玻璃板與陶瓷板材複合技術開發了別具特色的微晶玻璃陶瓷複合板;嘉俊公司用篩網技術與透明玻璃開發了“釉下彩”的複合板。這些進展對於促進微晶玻璃陶瓷板行業的發展也起到了一定的作用。
2009年後,微晶石在國內高速發展,尤其在2010年,2011年、2012年有相繼規模較大的陶瓷企業加入研發生產微晶石系列產品。2011年以來,博德、嘉俊、東鵬、歐神諾等一批企業在微晶技術方面的不斷探索,技術日趨成熟,產品更加精美。以2011年為例,據不完全統計,除較早以微晶石產品生產為主的博德、嘉俊為主的企業外,一些以拋光磚、仿古磚生產為主的企業都紛紛進入微晶石領域,如東鵬、鷹牌、馬可波羅、冠珠、興輝、歐神諾、博華、新中源、瑪緹、能強、萊德利等,掀起了陶瓷行業一個新的產品潮流,在佛山產區以外,山東等產區也有較少企業開始生產微晶石,而多家一線品牌均在加大微晶石方面的投入,2013年,一匹來自美國香誠瓷磚的黑馬也迅速崛起,成功行業的一顆新星,備受矚目。所以,微晶石視為拋光磚、仿古磚等品類之後的又一市場爆發點。
微晶石作為新型建築材料,逐漸走入人們的家庭,根據微晶石的原材料及製作工藝,可以把微晶石為三類:無孔微晶石、通體微晶石、複合微晶石。

無孔微晶石生產車間
通體微晶石亦稱微晶玻璃,是一種新型的高檔裝飾材料。它是以天然無機材料、採用特定的工藝、經高溫燒結而成。具有無放射、不吸水、不腐蝕、不氧化、不褪色、無色差、不變形、強度高、光澤度高等優良特性。
微晶石之所以性能優於天然花崗石、大理石、合成石及人造大理石,與他所含的物質成分及成型有關。
微晶石是選取花崗石中的幾種主要成分經高溫,從特殊成分的玻璃液中析出特殊的晶相。因此,具有很高的硬度和強度,在成型過程中又經過二次的高溫熔融定型,因此,沒有天然石材形成的紋理,所以既不易斷裂、不吸水,又不怕侵蝕和污染,光澤度也高。裝飾后不會出現色差、泛鹼、吐汁等現象。不需保養維護。
另外,天然石材由於自然形成過程的原因,均程度不同的含有對人體有害的放射性元素(如氡、鐳),長時間置身其中會產生頭暈、渾身無力、易疲勞、不育等無名病症。嚴重時具有使人致癌的潛在危險。而微晶石是經兩次高溫的提煉、解析成型,所以不含任何放射性元素。
微晶石的著色是以金屬氧化物為著色劑,經高溫燒結而成的,因此,不會褪色,且色澤鮮艷。
複合微晶石也稱微晶玻璃陶瓷複合板,複合微晶石是將微晶玻璃複合在陶瓷玻化磚表面一層3-5mm的新型複合板材,經二次燒結而成的高科技新產品,微晶玻璃陶瓷複合板厚度在13—18mm,光澤度〉95。

御家瓷磚微晶石空間應用效果
2、微晶玻璃陶瓷複合板同時避免了天然石材的放射性危害,屬無放射性產品,是裝飾用的理想綠色建材。
3、完全具備微晶玻璃所特有的高柔潤感的華麗裝飾效果。其堅硬耐磨性,表面硬度、抗折強度等方面均優於花崗石和大理石。
4、微晶玻璃陶瓷複合板作為化學性能穩定的無機質晶化材料,又包含玻璃基質結構,其耐酸鹼度、抗腐蝕性能都甚於天然石材,尤其是耐侯性更為突出,經受長期風吹日晒也不會褪色和風化。

新中源集團:第七代微晶石
7、運用高科技使二者完美結合的微晶玻璃陶瓷玻化磚複合板材,克服了玻化磚和微晶玻璃板材它們各自存在的不足,大大提高了該產品的適用場合和範圍。
8、色澤自然、晶瑩通透、永不褪色。
9、結構緻密、晶體均勻、紋理清晰、具有玉質般的感覺。
微晶石是在與花崗岩形成條件類似的高溫下,經燒結晶化而成的材料。在外觀質感方面,其拋光板的表面光潔度遠高於石材(光度可達90-120光澤度單位),更重要的特點是,其特殊的微晶結構,使得光線無論從任何角度射入,經過精細微晶微粒的漫反射,都能將光線均勻分佈到任何角度(而不再是像鏡面那樣僅僅是集中在反射角度),使板材形成柔和的玉質感,比天然石材更為晶瑩柔潤,使建築更加流光溢彩。
比天然石更具理化優勢:微晶石是在與花崗岩形成條件相似的高溫狀態下,通過特殊的工藝燒結而成,質地均勻,密度大、硬度高,抗壓、抗彎、耐衝擊等性能優於天然石材,經久耐磨,不易受損,更沒有天然石材常見的細碎裂紋。
板面光澤晶瑩柔和:微晶石既有特殊的微晶結構,又有特殊的玻璃基質結構,質地細膩,板面晶瑩亮麗,對於射入光線能產生擴散漫反射效果,使人感覺柔美和諧。
微晶石的製作工藝,可以根據使用需要生產出豐富多彩的色調系列(尤以水晶白、米黃、淺灰 白麻四個色系最為時尚、流行),同時,又能彌補天然石材色差大的缺陷,產品廣泛用於賓館、寫字樓、車站機場等內外裝飾,更適宜家庭的高級裝修,如牆面、地面、飾板、傢具、台盆面板等。
微晶石作為化學性能穩定的無機質晶化材料,又包含玻璃基質結構,其耐酸鹼度、抗腐蝕性能都甚於天然石材,尤其是耐候性更為突出,經受長期風吹日晒也不會褪光,更不會降低強度。
卓越的抗污染性,方便清潔維護
微晶石的吸水率極低,幾乎為零,多種污穢漿泥、染色溶液不易侵入滲透,依附於表面的污物也很容易清除擦凈,特別方便於建築物的清潔維護。
微晶石的製作已經人為的剔除了任何含輻射性的元素,不含像天然石材那樣可能出現對人體的放射傷害,是現代最為安全的綠色環保型材料。
1、微晶石表面晶玉層莫氏硬度為5-6級,強度低於拋光磚的莫氏硬度6-7級。
2、微晶石表面光澤度高,可以達到90%,如果遇划痕會很容易顯現出來。
3、微晶石表面有一定數量的針孔,遇到髒東西很容易顯現。
4、除了少部分高檔微晶石地磚,大部分微晶石地磚因為花紋每塊不一樣,很難做到花紋無縫對接。
透明玻璃的光學性能就是具有透明的性質。企業正是利用它的這一性質,才將透明玻璃陶瓷印花磚複合板產品印製的精美藝術花紋得到充分的展現,並增加了這種花紋的立體感和光亮度。
微晶玻璃,除極個別的主微晶相極小品種外,其光學性質都是半透明到不透明的。這是微晶玻璃與玻璃之間最大的外觀差異。
歐洲之星微晶石:寶石
微晶玻璃陶瓷複合板的藝術裝飾紋樣全靠微晶玻璃本身析出的結晶紋樣實現的。相對而言,研製並生產能夠控制並擴大結晶性能的微晶玻璃的技術難度較大,技術門檻較高,技術含量較高。因此建材公司頻道獲悉,迄今為止,除博德外,還未有出現能夠製備類似的能控制和擴展結晶性能的微晶玻璃的其它廠家的信息。
透明玻璃具有單一結構,它內部的組成質點的排列在宏觀上是無序的、不規則的、隨機分佈的。它們對X射線不產生衍射,它的衍射曲線不會有衍射峰出現。
微晶玻璃除了有玻璃相之外,尚有一定量的結晶相。這些結晶相內部的組成質點的排列在宏觀和微觀上都是有序的,這些結晶相對X射線會產生衍射。

博德公司:寶石
從研究檢測表明,微晶玻璃陶瓷複合板的斷裂模數與破壞強度大於透明玻璃陶瓷印花磚複合板,前者平均破壞強度為6070.5牛頓,平均斷裂模數為45.4兆帕。後者的平均破壞強度為4240牛頓,平均斷裂模數為41.3兆帕。同時,前者的摩擦係數也要高於後者。這說明前者的防滑性能也要好於後者。
由此可得出,鑄就優秀的微晶石品牌,企業除了自身所具備的綜合實力之外,還需要在微晶石領域鍛造競爭力:一是技術上、生產工藝上的創新競爭;二是產品開發設計上的競爭;三是配套、空間設計上的競爭;四是微晶石市場推廣與終端服務、口碑方面的競爭。誰能夠在這四方面建立起領跑的競爭優勢,誰就將成為微晶石領域最終的王者。毫無疑問,在當今微晶石市場,除博德公司等企業品牌,能以高品質微晶石發展壯大,贏得市場外,一些自身企業沒有實力生產微晶石想投機取巧顯然是誤導消費者,結果得不償失。
微晶石板材拋磨邊製造工藝
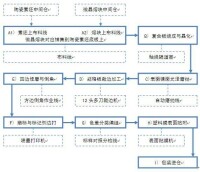
微晶石板材製造工藝流程
天然石材的研磨拋光,其目的有兩個,一是為了獲得表面的平整度,二是為了獲得表面光澤度。而微晶石板材,由於其特有的內部和表層組織結構,它的表面平整度必須在板材燒成過程中形成,不能通過後續的研磨來糾正,否則會破壞表層組織,使內部氣孔暴露出來,嚴重影響板材表面的裝飾效果。所以在其磨拋過程中,必須完整保留這一層組織,故要求磨削量非常小。所以微晶石板材的磨拋實際上只是為了獲得所要求的表面光澤度。另外,在板材燒成過程中,由於溫度變化,其表面不會是一個理想的平面,故在其磨拋過程中,為保證表面各處的磨削量均勻,磨具必須具有隨動功能,也即所謂的“仿型”功能。故微晶石的磨拋工藝特點可總結為“仿型淺磨削”工藝。這是有別於天然石材的獨特之處。
用微晶石裝飾的建築,不但白天輝煌豪華氣派,而且特別到夜晚,其外牆用微晶石裝飾的建築,集晶瑩、明亮、柔和特色於一體,將五彩繁華的夜景一覽無餘地統統映照到聳立的街牆上;在這種明珠世界一般的環境中,明顯展現出一般石材、陶瓷磚實在無法與之抗衡的藝術魅力,猶如驕傲公主一般。
當然,同時也應該考慮,以分析角度來對各項主要性能作定量比較。
微晶石(建材微晶玻璃)與陶瓷磚、石材的性能比較
| 項目 | 花崗石 | 大理石 | 鑄石 | 日本微晶玻璃 | 黃崗微晶玻璃 | 中辰微晶玻璃 |
| 密度g\cm3 | 2.6-2.8 | 2.-2.7 | 3.0 | 2.7 | 2.7 | 2.65-2.7 |
| 彎曲強度Mpa | 15.0 | 17.0 | 51.0 | 51.07 | 40-60 | |
| 抗衝擊強度KJ\m2 | 0.84 | 0.88 | 0.84-1.25 | 1.045 | 1.01 | 2.45 |
| 抗擊強度Mpa | 60-300 | 90-230 | 200-300 | 120-560 | 585.9 | 549 |
| 莫氏硬度 | 5.5 | 3-5 | 6.5 | 6.0 | 6.5 | |
| 吸水率% | 0.35 | 0.3 | 0.05-0.22 | 0.00 | 0.057 | 0.02 |
| 耐酸性能1%H2SO4 | 1.0 | 10.3 | 1-3 | 0.08 | 0.054 | 0.08 |
| 耐鹼性1%NaOH | 0.1 | 0.3 | 9-10 | 0.05 | 0.031 | 0.05 |
| 熱脹數*10-7\C | 50-150 | 80-260 | 124-175 | 65 | 80 | |
| 抗凍性 | 0.25 | 0.23 | 0.23 | 0.04 | 0.028 | |
| 擴散反射率% | 64 | 42 | 82 | 81.5 | 80 |
說明:
>單位換算:1MPa=10.20 kg/cm2。
>抗凍的測試方法不同,判別項目也不同;故(A)、(B)兩縱欄之間不能直接比較。
>耐酸、耐鹼的測試方法不同,判別項目也不同;故(A)、(B)兩縱欄之間不能直接比較。
>莫氏硬度是粗糙分級參數,即使測得同一等級,彼此間的耐磨性能仍會有較明顯差距。
>鏡面能將入射光束與入射角相等的反射角度定向反射形成光斑。與此不同,文獻數據表明,白色建材微晶玻璃表面的反射光強,只有20%沿著反射角,而其餘的80%都彌散分佈到半球面的其它所有角度方向去了;這種漫反射特性除去形成玉質感的優雅效果之外,對於地鐵站等力求獲得均勻空間照明效果的建築場所,都有重要的工程價值。
>裝飾表面的光澤度與吸污性能不是獨立參數,除去與材料的基本特性之外,磨拋加工的質量高低也會對此性能有些影響:表面偏於粗糙,當然也就表現出光澤度偏低、表面納污嚴重。
還有,複合板微晶石與市場上的通體薄板微晶石有何不同?許多客戶已很多次提問,答案詳見下表。
| 生產方式 | 色差 | 平面度允許偏差(mm) | 價格③ | ||
| “新南悅”產複合板 | 單層 輥道窯 | 小① | 800mm邊長磚 | 偏低 | |
邊 -0.5 +0.6 | 對角線 -0.7 +0.8 | ||||
| 通體薄板 | 6→9→12層 隧道壓或梭式窯 | 偏大② | 800mm邊長磚③ | 偏高 | |
邊 -0.8 +0.8 | 對角線 -1.0 +1.0 | ||||
說明:
①層間色差隨著燒成層數增加而增加並且變得複雜,故複合板的色差小。
②板材平面度與冷卻降溫過程中的散熱條件關係極大:複合板本身直接在輥道上運動,上下散熱比較對稱;但是,通體薄板(~14mm)必須另外有很厚(~38mm)耐火材料質棚板(外形類似空心樓板)承載,散熱明顯不對稱;故複合板的平面度偏差更小。
③從建築裝飾角度評判:在光澤度和尺寸規整度都同等的前提下,遠距離(例如一、二十米之外)的宏觀視覺效果首先在於色差;近距離(例如一~三米之內)的視覺效果主要在於磚片間拼接台階(所謂“踢腳”)。因此,正是這兩項指標構成了如前所述“建築裝飾環境美學”評判的核心,而正是複合板在這裡佔了上風,並且價格也具有比較優勢,故複合板的價格性能比絕對是超一流的。這樣,經銷商自然就能理直氣壯地向買主坦陳:正是複合板使得他心目中的裝飾對象(從大型公共工程一直到他的店鋪、家居…)真正實現了“物超所值”。
微晶玻璃面層(3~4mm厚)與陶瓷玻化磚底坯經高溫複合燒成的產物。市場上通常將此產品慣稱為複合板微晶石。
所述的陶瓷磚底坯實際上就是常規玻化磚的一種,如果不複合微晶玻璃面層而直接進行拋光,就可作為拋光玻化磚產品銷售。
陶瓷坯底成分(Wt%)
| 原料成分表 | 高鋁砂 | 鉀長石 | 鈉長石 | 黑泥 | |
| 20~35 | 10~20 | 15~30 | 15~25 | ||
| 氧化物成分表 | SiO2 | Al2O3 | RO | R2O | Fe2O3 |
| 55~65 | 20~25 | 1~3 | 2.5~4.5 | 0.2~0.5 |
面層微晶玻璃的成分,在品種上用量大(~90%)的各個成分與普通窗玻璃或瓶罐玻璃一樣,而用來改性的幾個小含量成分(合計~10%)品種也都普遍用於醫用玻璃、光學玻璃、電氣電子玻璃領域中。
面層微晶玻璃成分(Wt%)
| 主體成分 | 改性成分 | Fe2O3雜質 |
| Na2O、K2O、CaO、Al2O3、、SiO2 | B 2O3、ZnO、BaO等 | |
| ~90% | ~10% | ~0.05 |
滑動阻力
關於微晶石拋光表面對於人員行走的影響問題,比較妥當的一種考評方法就是測定其“滑動阻力”。日本的微晶玻璃生產公司“日本電氣硝子株式會社”在其微晶玻璃面板的產品樣本“結晶化玻璃建材新型壁面板綜合手冊”中,介紹了這項目的測試結果。現將有關內容轉述如下。
測試所依據的標準:JIS A 1407(日本工業標準)。
相對於人員行走產生滑動的難易程度,將滑動阻力分為以下的級別:
| 滑動阻力數值 | 評判分級 |
| ≤0.09 | 極為光滑 |
| 0.10~0.19 | 光滑 |
| 0.20~0.29 | 一般 |
| ≥0.30 | 不光滑 |
測試結果見下表。可見,微晶玻璃板與拋光的花崗岩板具有幾乎相同的滑動阻力數值。
滑動阻力的比較(日本建築綜合試驗所)
| (待測板材) | 滑動片 | 乾燥狀態 | 潤濕狀態 |
| 微晶玻璃 | 不鏽鋼 | 0.36 | 0.32 |
| 花崗岩 | 0.39 | 0.49 | |
| 微晶玻璃 | 皮革 | 0.72 | 0.31 |
| 花崗岩 | 0.80 | 0.25 | |
| 微晶玻璃 | 橡膠 | 1.09 | 0.27 |
| 花崗岩 | 1.11 | 0.26 |
聲音吸收率的比較
| 頻率(HZ) | 125 | 250 | 500 | 1000 | 2000 | 4000 |
| 微晶玻璃 | 2 | 1 | 1 | 1 | ||
| 大理石 | 1 | 1 | 1 | 1 | 1 | |
| 板玻璃(薄板) | 4 | 4 | 3 | 3 | 2 | 2 |
在中國大陸,“建材裝飾微晶玻璃板材”有一個流行的商品名稱“微晶石”。根據場合的不同,本文中會交替使用微晶玻璃和微晶石這兩個術語。
作業技術要求
施工隊伍應該具有石材、瓷磚鋪地的實際作業經驗與技能。
施工過程及保養方面常見問題與對策
(1)拚縫台階(“踢腳”)
通常情況下,對於800×800(mm)規格的複合板微晶石磚,四邊的平面度公差(允許最大的偏差)為(+0.6,-0.5)mm。由於存在中間部位上凸或下凹兩種情況,故極端情況下,就可能在相鄰兩塊板面之間出現高達1.1mm的“台階”(“踢腳”)。
注意:板面根本不能看作為是簡單球面的一部分,結果正(凸)變形板面的最突起部位是沿著800邊長度不規則分佈的,恰好處在中間對稱位置的機會並不多。因此,即使偏差+0.6與偏差-0.5的兩塊磚相鄰鋪砌,也並不一定就能形成只有極端場合才會有的1.1mm的“台階”(“踢腳”)。
最有效的應對措施為適當挑選板面,並且妥善安排鋪板順序,一定避免平面度明顯偏正(上凸)與明顯偏負(下凹)彼此直接相遇的情況:如果很碰巧出現此情況,則不得容忍遷就,必須馬上調換、調劑磚片,保證另選用此場合下適用的磚片替換;有的場合下,其實只要將磚片轉90度就可能明顯降低拼縫台階。
注意:能否自覺貫徹上述的“磚片調換、調劑”技巧,是考評施工隊水平是否勝任的一個重要原則。
最糟糕的施工情況是,同一個區域(大堂、走廊、房間等)的施工範圍,同時採用兩個水平基準;這時從兩端“對頭”同時向內鋪貼,但是並不密切注意各自的水平基準是否一致,結果到雙方會合時,發現彼此兩大板塊之間有明顯的系統性“拚縫台階”。這樣看似荒唐的事情卻正是在廣州發生的:05年7月底,廣州某20幾層大廈就出現這樣的問題;令人驚訝的是,此時居然會投訴說,是我們複合板的平面度問題!好在終於是事實勝於雄辯,施工方承認了錯誤。但如果我們銷售隊伍以及銷售群落培訓得強一點,就不至於搞得粵中公司的品質監理和微晶廠的品管技術員遠途跋涉耗費一天才得以洗刷清白。
注意:這個荒唐實例表明,現實給業務員留出了多麼好的進取機會:混亂的施工隊伍水平固然不好,但善於處理現場問題的業務員,就必然能夠積極擴大他的業務空間。
一般複合板600或800mm磚的板面邊長尺寸允許最大偏差為(+0.5,-0.5)mm。當鋪地採用密拼(俗稱“發縫”)施工方案時,必須切實注意消除“正或負公差”積累問題:不然就會經常發生拼縫錯位現象;極端情況下,10塊板拚縫錯位大到10mm都是可能的。(2)拼縫錯位對不齊

歐洲之星微晶石:裝修效果
(3)板面污染
施工前複合板的每條側邊都要塗覆有遮蓋力且顏色協調的防水漆,在底面四周也塗覆2厘米寬的防水漆層,待上述防水塗層干后才用於工程。不然尤其在白色微晶石場合,一旦板間間隙滲進污水就可能會兩側出現寬度達到10~20mm的污濁色痕帶:微晶玻璃仍然具有一定的光透射能力,從而將側邊沿部位的污染映透到表面層,形成這種可見的污濁色痕帶。
微晶石格外明亮,任何污染都會十分刺眼。施工操作中盡量不要過早、過寬地除去表面的塑料薄膜,它既防污又 能適度防划傷。
注意:塑料薄膜十分有助於實施有效監管,它一旦刮傷,往往也就意味著此處的磚面被刮傷,所以,堅持在施工期間不揭掉此薄膜,監理方或業主就能十分有效地及時發現:施工方是否在細心保護像複合板這樣高級的飾材。
對已經產生的水泥污染斑痕,要及時用乾淨的抹布沾清水擦凈,絕對不應該任憑水泥硬化,此後再去用力刮除就容易損傷而污染表面。對已經鋪好的地面部分,必須覆蓋保護層,諸如厚紙板或薄木板,以防施工過程中人員走動帶來砂粒,從而造成板材表面磨花損傷。本措施的效果遠勝過表面貼附的塑料薄膜。
對於油漆之類污斑,要盡量及早採用對應的稀釋劑(如“稀料”、“天那水”)溶解擦掉,但操作中一定注意防止火災意外,因為這類物品極易著火。
假如板面上偶然殘留的針孔被填塞了灰土之類污物,應該用牙刷結合適當的清洗液刷凈:首先推薦市售的“威樂”牌或“威露仕”牌消毒水(大約10元一瓶),少量倒在瓶蓋里,再澆到污染處一薄層,停留10分鐘左右之後,使用牙刷,絕大多數場合都可以輕易地刷凈。在仍不見效的情況下,採用市售的濃鹽酸,首先摻兌1到2倍的水稀釋(否則發煙並刺激味過大)注意:這樣刷凈之後,一定要做後續清洗。其做法是①首先擦凈清洗劑或是酸液。之後根據清洗劑種類行動:②對“威樂”牌或“威露仕”牌消毒水場合,要再用清水反覆沖洗3遍:每一遍所用水量應該是所用清洗劑的3~5倍,倒在上述清洗範圍沖洗,用抹布擦凈;如此循環3遍。 ③對上述的鹽酸場合,要再用清水反覆沖洗5遍(此步驟決不可忽略!):每一遍所用水量應該是稀釋過鹽酸的100倍。這種操作中,特別是使用鹽酸的場合,一定戴眼鏡和橡膠或塑料手套,注意避免皮膚或眼睛濺上清洗劑被化學燒傷。一旦發生此類事件,首先立刻用大量清水沖洗,之後視具體情況,決定是否去醫院就醫;如果是眼睛的場合,強烈建議去醫院檢查、治療。
對於褐紅色的鐵鏽水污染斑痕,遵照上述的“鹽酸、稀釋、刷洗、後續清洗”程序,即可獲得滿意結果。
日常保潔:作業中如需要,應選購擦玻璃用的中性清潔劑。絕對不能使用石材除霉劑這一類腐蝕、溶解性物品。其實,洗衣粉加水就很實用:對於已經刮傷因而納污的划痕,乃至正常使用但保潔欠缺、污染明顯的區域,牙刷加洗衣粉就可容易達到滿意效果。
日常光亮性保養:微晶石表面格外明亮,細小划痕也會顯露明顯。事實證明,微晶石的耐磨性能不及拋光磚:使用一段時間后,表面會變毛髮烏、光澤明顯降低直至最後變成為亞光狀態。需要時,可像石材業界通行的那樣,進行表面光澤保養。其基本措施是,在如上所述的微晶石保潔操作之後,徹底擦凈水跡、保證表面乾燥,用乾淨的軟布抹取石材打光蠟,塗布到表面上,停留5到10分鐘之後,再用乾淨軟布擦拋光亮。更多的參照打光蠟包裝上所附的說明。
密拼地面的板間對稱崩口
這是一種比較罕見但的確會發生的現象。某些場合下,建築物地面(或樓層面)與緊粘固其上的微晶石層面之間會彼此過分擠壓傾軋,從而導致微晶石板拚縫兩側產生大致對稱的崩口。
事實上,日常生活中有時會遇見,某些瓷磚鋪地的樓層,到了冬天寒冷季節,當氣溫驟冷(例如一晝夜降溫10℃以上),外牆降溫明顯快過室內的瓷磚地面,從而四周牆壁向內部收縮擠壓地面,在這樣強大收縮擠壓力作用之下,瓷磚鋪砌層就會爆松甚至出現有些瓷磚拱起的“古怪”事情。這實例與上述的“對稱崩口”歸屬同一類現象。

歐洲之星微晶石豪華展廳
日本NEG公司的微晶玻璃樣本中明確規定,微晶玻璃鋪地工程的設計,要在四周靠牆腳位置安排預留縫。可以分析,其功能類似於膨脹縫作用,當發生上述擠壓情況時,可起到適當緩衝的作用。
根據房屋地面的具體大小,這種預留縫寬度宜在10~20mm縫中填充彈性材料。例如市售玻璃密封膠(俗稱康寧膠);為降低成本,亦可考慮使用聚氨酯類彈性防水密封膠材等替代品。
確實發生了微晶石地面拼縫附近“對稱崩口”的事件簡介:中國北方某大型商場深秋初冬趕工完成地面鋪裝之後,緊接著就開張營業,並且啟動空調系統快速升高室溫(遠比自然氣候變化快得多)。隨即在新啟用不久的時期內,陸續發現了這種“對稱崩口”。分析原因,是在於這樣快速升溫過程中,處於表層位置的微晶石鋪貼層首先快速膨脹;但是混凝土樓層面還來不及跟上這樣的升溫及其膨脹速度,仍然趨於保持外界氣溫所決定的原有長度;於是就發生了上述的“過渡擠壓傾軋”作用。
板面尺寸修改裁切中崩邊缺陷的防範
1、材質堅硬緻密
微晶石遠比一般石材堅硬、結構緻密,相應地,不但對金剛石刃具消耗明顯增大,而且鋸切中的脆性既高於石材也高過瓷磚,容易產生崩邊的缺陷,這情況倒是與玉石接近。新接觸者務必注意這個特點。
2、崩邊的防範措施
建議下述的相應對策,其關鍵在於加工過程確保平穩,盡量減低震動、特別是側向擺動。具體要求分別為:
盡量使用台式鋸切機,以便從機械類型上就易於保證加工平穩。板材必須在機器檯面上擺放得十分平穩,必要時應該在底面塞墊穩妥。在鋸切加工過程中,由於微晶石材質十分堅硬,金剛石薄鋸片難免會多少有些變形。關鍵在於調節好進刀速度,只要進刀速度選擇得當,就可將這種變形控制到最小,從而保證切割的直線度和直角度。到了快要切完的出刀階段,為使變形不會突然釋放而導致板材產生掉角缺陷,要適當提前開始逐漸減速。不過特別提醒,鋸割后,在加工好的板材移開之前,切忌將操作台逆向拖回。因為這時空載鋸片的形狀已經恢復到初始狀態,往往會擦刮到被拖回來的板材邊沿而導致崩邊。
如果直接使用手持便攜型雲石鋸,則務必保證操作者是具有足夠經驗與技巧的熟手。這時,就更強調板材必須擺放得足夠平穩。例如,在地面上鋪放適當厚度的(如~50mm)一層潮濕沙子,仔細平整后,再細心將板材鋪放上去並調整平穩。事實上,手工操作不可能像台式鋸機一樣保持得那麼平穩,尤其難以避免側向擺動。因此,視板材厚度與尺寸等具體情況,應該實施多趟鋸切:從厚度上將鋸縫分解為兩層甚至更多層,每一趟只切出適當厚度的鋸溝(不切透),這樣就有效降低了進刀所需的力量。
選用“自銳性”好的優質金剛石鋸片,最好選購微晶玻璃專用金剛石鋸片。無專用鋸片時,鋸片的配選原則是,適用於大理石的軟質鋸片(而不是花崗石鋸片!),才適用於微晶石,因為這樣能保障“自銳性”——及時暴露出新鮮的金剛石稜角。並且一定經常“開刃”,保證刃口鋒利,從而降低切割阻力,達到提高加工平穩性的目的。
選用好的開刃材料,推薦優先採用普通的粘土耐火磚。實際上,磨拋微晶石所用的磨塊也是良好的開刃材料。
保證充分的冷卻水量,並且注水水流要始終都動態對準隨時變動中的切割鋒面。保證充分的冷卻條件十分重要,否則切割鋒面過熱、甚至摩擦嚴重到發紅打火,就極易導致炸紋隱傷或是乾脆炸裂。
複合板微晶石切口和內部開孔的推薦措施
由於微晶玻璃材質特點的原因,在這方面的確常見因操作不當引發的板材破損問題。為防範,特地準備了專題材料“複合板微晶石切口和內部開孔的推薦措施”,請仔細閱讀並參照實行。
鋪貼
1、有機膠層粘貼方案
關於鋪貼粘結劑,條件具備時,提倡採用材質相對要明顯柔軟的有機膠層方案。
事實上,在香港的一些微晶石裝飾工程中,就用的是有機膠層方案。這不但節省鋪貼層厚度從而加大了建築空間(高度)利用係數,而且還可以有效防止下面即將論述的微晶石鋪地開裂問題。
大陸市場上,同樣有現成的有機膠商品,例如“2號彈性瓷磚膠”,其產家為澳洲卓能集團。其實,在一般的建材超市上,都在銷售不同品牌的有機粘貼膠。
2、水泥濕法鋪貼方案中板材開裂現象的防備措施
微晶石材料,不論是通體板還是複合板,其鋪地開裂問題已是業內人士眾所周知的事實,較常遇見。建議施工方仔細閱讀並參考下述內容。
開裂原因
1、與水泥砂漿的熱膨脹係數差別太大:室溫附近,微晶石的熱膨脹係數為5.5×10/℃,而水泥砂漿是~10.0×10/℃。(但花崗石的數值卻很接近10.0×10/℃。)
2、水泥硬化后,會逐漸大量脫水,由此產生體積收縮,即水泥專業中所稱的“水泥干縮*”。這也會額外加大粘結界面上的應力。
3、上述兩條原因疊加到一起,造成了微晶石水泥砂漿濕鋪法施工地面用途中的開裂現象。開裂率據統計都在百分之一或百分之幾以內,有時還更小。(花崗石除去特别致密的黑色品種外,都很少開裂,這恰恰是在於其熱膨脹係數接近水泥砂漿並且質地較疏鬆、脆性低一些。)
一般的通用對策
水泥品種、標號以及灰砂比 鑒於水泥砂漿與微晶石熱膨脹係數不匹配的實際情況,建議所用水泥不要一味追求高標號,而是像瓷磚一樣選用275#優質粘貼用白水泥。
不應使用體積安定性差的水泥品種,例如火山灰水泥;水泥中不應摻用石灰、石膏,因為二者均會致體積安定性變差。不應使用早強快硬性水泥,通常這類品種都有體積安定性變差的傾向。
作為基床的潮干態砂漿,其水泥與砂子比例通常為1:4~1:6,視場合而定,這樣的底層厚度為20~40mm,夠厚即可,不宜太厚。
砂漿中摻加鋸末(3~5mm纖維狀)對於緊貼在板材底面的純水泥“素灰”薄層(~2、3mm),鋸末(應該細一些)的重量摻入比率為~7%(水泥乾粉~93%);將水泥先與水拌和均勻,而後再將鋸末分散撒上去,繼續拌和均勻。摻入鋸末后硬化變慢一點,但仍適於作業;如需要可相宜加入少量建築107膠液。
對潮干態砂漿基床(鋪底層),鋸末重量摻入比率為~15%(水泥乾粉與干砂~85%)。如果不妨礙拌和性能,摻入量可再適量增加。摻入鋸末后,砂漿的硬化會變慢,不過仍適於作業。此處的鋸末可以放粗一點,但太粗就容易彼此糾纏成團而妨礙攪拌均勻。
特別建議:根據現場的材料具體情況,依照上述原理,在正式施工前做一下試驗,找到切實的摻混比例和操作經驗。注意:“素灰”薄層和砂漿鋪底層均應分別摻加鋸末,這兩點一定一起實施,缺一不可。
摻加鋸末的意義是,均勻分散的疏鬆鋸末能夠緩衝應力,從而避免應力累積增長到為害程度的局面。建築施工業界常用的菱苦土水泥活動房,它的板材就是以菱苦土水泥為基礎的,其中也是摻入了相當大量的鋸末,結果能鋸切、能釘釘子,卻不會開裂。這樣令人驚奇的效果,靠的就是“疏鬆鋸末緩衝應力”這個道理。機床之類大型貨物包裝箱的承重底座,也是同樣採用摻鋸末的菱苦土水泥,才適於釘成整體的、強度合乎遠程運輸要求的包裝箱。
板面異型加工局部位的特別防護處理一般知識 在機械加工所形成的粗糙表面上,材料的強度都會降低。建築裝飾玻璃幕牆(強制性)行業標準的附錄中指出,這種情況下玻璃強度降低20%。實踐證明,通體板或者複合板微晶石的水泥砂漿鋪地工程中,開裂現象尤其容易出現在異型開口部位。下述改進措施的基本考慮是,有機樹脂材料與水泥界面的粘結力明顯低於微晶石板材與水泥的,而且較軟的樹脂具有緩衝保護功能。
改進措施
凡是異型加工中在板材背面形成了“過切”鋸切槽溝甚至是槽溝交叉的部位,一律進行下述的特別防護處理:
直接在上述的凹陷槽溝內及其周圍鄰近處(20~30mm寬)填充、塗覆石材粘結膠(俗稱大力膠、雲石膠)達到補強效果:槽溝寬度有限,一定要細心操作,最好使用竹筷子削成的適宜刮刀,保證將粘稠的膠質壓進到達槽底的過切痕根底部位。
最好,鋪貼過程中對板材底面塗抹“素灰”(純水泥)層時,對於此樹脂修補增強的槽溝部位以及其外圍20~30mm寬的範圍,一律不抹素灰而留作為空白區域,僅僅採用干沙墊平即可,以求大幅度削弱此區域所能遇到的水泥拉裂力。更推薦將上述的“留作空白區域”事先塗覆好一薄層石材粘結膠,目的是與水泥沙漿基床有效隔離開來。
微晶石需要具備九大領先性能,主要包括光澤柔和晶瑩、色彩絢麗璀璨、質地堅硬細膩、零吸水、防污染、耐酸鹼抗風化、綠色環保、無放射性毒害、花色持久等,超越大理石等名石,吸引了越來越多的高端業主選擇精工玉石,故此,這九大指標也成為頂級微晶石的參考標準。

基本信息
- 中文名
- 微晶石
- 外文名
- wei jing shi
- 別名
- 微晶磚
- 屬性
- 新型裝飾建築材料
- 厚度
- 13—18mm
- 光澤度
- 大於95