直線度
控制平面或空間直線的形狀公差
| 標註示例 | 公差帶定義 | 公差標註解釋及圖示 |
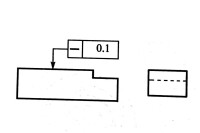 直線度 | 在給定平面內,公差帶是距離為公差值t的兩平行直線之間的區域。 | 被提取(實際)表面的素線必須位於平行於圖樣所示投影面且距離為公差值0.1的兩平行直線之間。  直線度 |
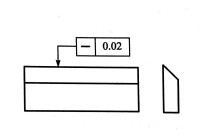 直線度 | 在給定方向上距離為公差值t的兩平行平面之間的區域。 | 在y方向上,被測提取(實際) 稜線必須位於距離為0.02的兩平行面之間。 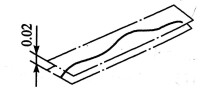 直線度 |
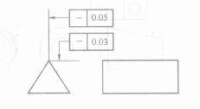 直線度 | 在給定的兩個垂直方向上,直線度公差帶是截面尺寸公差值t×t的四稜柱內的區域。 | 稜線必須位於水平方向距離為公差值0.05mm,垂直方向距離為公差值0.03mm的四稜柱內。 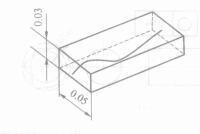 直線度 |
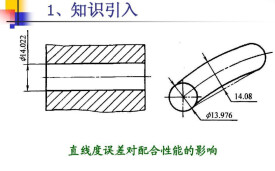
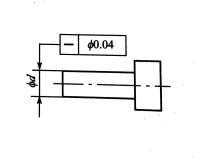 直線度 | 在公差值前加註∅,則公差帶是直徑為t的圓柱內區域。 | 被測外圓柱面的提取(實際)軸線必須位於直徑為公差值∅0.04的圓柱面內。 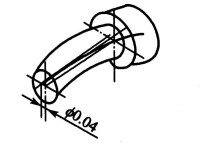 直線度 |
幾何公差分形狀公差、方向公差、位置公差和跳動公差四種類型。其中形狀公差是對單一要素提出的幾何特徵,因此,無基準要求。故其公差帶的方向和位置可隨提取(實際)要素的方向在公差帶內變動。
圖1 直線度公差及其運用範圍
直線度誤差的檢測一般可採用“與理想要素比較原則”、“測量特徵原則”、和“控制實段邊介原則”。其中“與理想要素比較原則”應用最多。這時理想直線採用以下兩種形式來體現。
(1)實物形式體現理想直線,可採用平尺、刀口尺(樣板直齒)、精密平板和拉緊鋼絲等來體現理想直線。
(2)自然物理形式體現理想直線
①利用光學原理製成的准直儀類儀器和各種干涉儀。
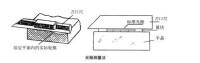
圖2
利用光隙法測量直線度誤差時,是用樣板直尺(刀口尺)等來體現“理想直線”與被測實際直線相接觸,以它們之間透光縫隙的大小來判斷直線度誤差。
刀口尺與被測實際直線接觸后並調至相對位置符合最小條件,再與標準光隙的大小對比來判斷直線誤差。
這種方法可測量較小的高精度零件的直線度誤差。標準光隙如圖2所示,它由量塊、刀口尺和平晶組合而成。標準光隙的大小藉助於光線通過狹縫時,呈現不同顏色的光素來鑒別。一般來說,當間隙>2.5μm時,呈白色;間隙為1.25~1.75μm時,呈紅色;間隙約為0.8 μm時,呈藍色;間隙<0.5μm時,則不透光。當間隙大於30μm時,可用塞尺來測量。 2.打表法
採用這種方法測量時,常以精密平板來體現理想直線,如圖3所示,在精密平板上連續地或定距間斷地移動指示表表座,由指示表讀出被測件相對平板的直線度誤差。
所用平板的平面度誤差和指示表的示值誤差之和不大於被測件直線度公差要求的。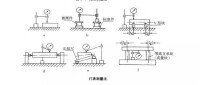
圖3
圖3(a)適於測量尺寸不大的零件;(b)適用於與標準件相比較的測量。(c)、(d)適用於軸類零件的測量;(e)適用於測量錐形零件;(f)適用於較大或較重的零件的測量。
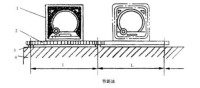
圖4
水平儀法
測量時應先將被測零件的位置調至大致水平,以便水平儀在被測實際線的兩端上都能得到讀數。然後把水平儀1安放在跨距適當的橋板2上,再把橋板置於被測要素3的一端。按橋板的跨距依次逐段移動橋板至另一端為止,同時紀錄各測點的讀數。水平儀,匕各段位置的讀數,都是以該段前點的水平儀位置為參數基準,將各測點的讀數(格值)經數據處理即可獲得以“格”為單位的誤差值。
若測量時使用的是分度值為的水平儀,實測時橋板節距長為L,水平儀讀數為a格,則以格為單位的直線的直線度誤差值換算為線值表示的直線度誤差f,按比例折算為:
式中:L——測量節距,單位為mm。
a——以“格”為單位的測量結果。
基本信息
- 中文名
- 直線度
- 垂直方向
- 垂直直線度
- 水平方向
- 水平直線度
- 形狀
- 理想包容形狀
- 大小
- 公差值
- 性質
- 一種形狀公差