公差等級
確定尺寸精確程度的等級
公差等級是指確定尺寸精確程度的等級,國標規定分為20個等級,從IT01、IT0、IT1、IT2~IT18, 數字越大,公差等級(加工精度)越低,尺寸允許的變動範圍(公差數值)越大,加工難度越小。
| 公差等級的選擇及應用 | |
| 公差等級 | 應用範圍及舉例 |
| IT01 | 用於特別精密的尺寸傳遞基準,例如特別精密的標準量塊 |
| IT0 | 用於特別精密的尺寸傳遞基準及宇航中特別重要的精密配合尺寸。例如,特別精密的標準量塊,個別特別重要的精密機械零件尺寸,校對檢驗IT6級軸用量規的校對量規 |
| IT1 | 用於精密的尺寸傳遞基準、高精密測量工具特別重要的極個別精密配合尺寸。例如,高精密標準量規,校對檢驗IT7至IT9級軸用量規的校對量規,個別特別重要的精密機械零件尺寸 |
| IT2 | 用於高精密的測量工具,特別重要的精密配合尺寸。例如檢驗IT6至IT7級工件用量規的尺寸製造公差,校對檢驗IT8至IT11級軸用量規的校對塞規,個別特別重要的精密機械零件尺寸 |
| IT3 | 用於精密測量工具,小尺寸零件的高精度的精密配合以及和C級滾動軸承配合的軸徑與外殼孔徑。例如,檢驗IT8至IT11級工件用量規和校對檢驗IT9至IT13級軸用量規的校對量規,與特別精密的P4級滾動軸承內環孔(直徑至100mm)相配的機床主軸,精密機械和高速機械的軸頸,與P4級向心球軸承外環相配合的殼體孔徑,航空及航海工業中導航儀器上特殊精密的個別小尺寸零件的精度配合。 |
| IT4 | 用於精密測量工具、高精度的精密配合和P4級、P5級滾動軸承配合的軸徑和外殼孔徑。例如,檢驗IT9至IT12級工件用量規和校對IT12至IT14級軸用量規的校對量規,與P4級軸承孔(孔徑>100mm)及與P5級軸承孔相配的機床主軸,精密機械和高速機械的軸頸,與P4級軸承相配的機床外殼孔,柴油機活塞銷及活塞銷座孔徑,高精度(1級至4級)齒輪的基準孔或軸徑,航空及航海工業中用儀器的特殊精密的孔徑 |
| IT5 | 用於配合公差要求很小,形狀公差要求很高的條例下,這類公差等級能使配合性質比較穩定,相當於舊國標中最高精度,用於機床、發動機和儀錶中特別重要的配合尺寸, 一般機械中應用較少。例如,檢驗IT11至IT14級工件用量規和校對IT14至IT15級軸用量規的校對量規,與P5級滾動軸承相配的機床箱體孔,與E級滾動軸承孔相配的機床主軸,精密機械及高速機械的軸頸,機床尾架套筒,高精度分度盤軸頸,分度頭主軸,精密絲杠基準軸頸,高精度鏜套的外徑等;發動機中主軸儀錶中的精密孔的配合,5級精度齒輪的其孔及5級、6級精度齒輪的基準軸 |
| IT6 | 配合表面有較高均勻性的要求,能保證相當高的配合性質,使用穩定可靠,相當於舊國標2級軸和1級精度孔,廣泛的應用於機械中的重要配合例如,檢驗IT12至IT15級工件用量規和校對IT15至IT16級軸用量規的校對量規;與E級軸承相配的外殼孔及與滾子軸承相配的機床主軸軸頸,機床製造中裝配式青銅蝸輪、輪殼外徑安裝齒輪、蝸輪、聯軸器、皮帶輪、凸輪的軸頸;機床絲杠支承軸頸、矩形花鍵的定心直徑、搖臂鑽床的立柱等;機床夾具的導向件的外徑尺寸,精密儀器中的精密軸,航空及航海儀錶中的精密軸,自動化儀錶,郵電機械,手錶中特別重要的軸,發動機中氣缸套外徑,曲軸主軸頸,活塞銷、連桿襯套,連桿和軸瓦外徑;6級精度齒輪的基準孔和7級、8級精度齒輪的基準軸頸,特別精密如1級或2級精度齒輪的頂圓直徑 |
| IT7 | 在一般機械中廣泛應用,應用條件IT6相似,但精度稍低,相當於舊國標中級精度軸或2級精度孔的公差。例如檢驗IT14至IT16級工件用量規和校對IT16級軸用量規的校對量規;機床中裝配式青銅蝸輪輪緣孔徑,聯軸器、皮帶輪、凸輪等的孔徑,機床卡盤座孔,搖臂鑽床的搖臂孔,車床絲杠的軸承孔,機床夾頭導向件的內孔,發動機中連桿孔、活塞孔,鉸制螺柱定位孔;紡織機械中的重要零件,印染機械中要求較高的零件,精密儀器中精密配合的內孔,電子計算機、電子儀器、儀錶中重要內孔,自動化儀錶中重要內孔,7級、8級精度齒輪的基準孔和9級、10級精密齒輪的基準軸 |
| IT8 | 在機械製造中屬於中等精度,在儀器、儀錶及鐘錶製造中,由於基本尺寸較小,所以屬於較高精度範圍,在農業機械、紡織機械、印染機械、自行車、縫紉機、醫療器械中應用量廣。例如,檢驗IT16級工件用量規,軸承座襯套沿寬度方向的尺寸配合,手錶中跨齒軸,棘爪撥針輪等與夾板的配合無線電儀錶中的一般配合, |
| IT9 | 應用條件與IT8相類似,但精度低於IT8時採用,比舊國標4級精度公差值稍大。例如,機床中軸套外徑與孔,操縱件與軸,空轉皮帶輪與軸,操縱系統的軸與軸承等的配合,紡織機械、印染機械中一般配合零件,發動機中機油泵體內孔,氣門導管內孔,飛輪與飛輪套的配合,自動化儀錶中的一般配合尺寸,手錶中要求較高零件的未注公差的尺寸,單鍵聯接中鍵寬配合尺寸,打字機中運動件的配合尺寸 |
| IT10 | 應用條件與IT9相類似,但要求精度低於IT9時採用,相當於舊國標的5級精度公差。例如,電子儀器、儀錶中支架上的配合,導航儀器中絕緣襯套孔與匯電環襯套軸,打字機中鉚合件的配合尺寸,手錶中基本尺寸小於18 mm時要求一般的未注公差的尺寸,及大於18 mm要求較高的未注公差尺寸,發動機中油封擋圈孔與曲軸皮帶輪轂配合的尺寸 |
| IT11 | 廣泛應用於間隙較大,且有顯著變動也不會引起危險的場合,亦可用於配合精度較低,裝配后允許有較大的間隙,相當於舊國標的6級精度公差。例如,機床上法蘭盤止口與孔、滑塊與滑移齒輪、凹槽等;農業機械、機車車箱部件及衝壓加工的配合零件,鐘錶製造中不重要的零件,手錶製造用的工具及設備中未注公差的尺寸,紡織機械中較粗糙的活動配合,印染機械中要求較低的配合尺寸,磨床製造中的螺紋聯接及粗糙的動聯接,不作測量基準用的齒輪頂圓直徑公差等 |
| IT12 | 配合精度要求很低,裝配後有很大的間隙,適用於基本上無配合要求的部位,要求較高的未注公差的尺寸極限偏差,比舊國標的7級精度公差稍小。例如,非配合尺寸及工序間尺寸,發動機分離桿,手錶製造中工藝裝備的未注公差尺寸,計算機工業中金屬加工的未注公差尺寸的極限偏差,機床製造業中扳手孔和扳手座的聯接等 |
| IT13 | 應用條件與IT12相類似,但比舊國標7級精度公差值稍大。例如,非配合尺寸及工序間尺寸,計算機、打字機中切削加工零件及圓片孔,二孔中心距的未注公差尺寸 |
| IT14 | 用於非配合尺寸及不包括在尺寸鏈中的尺寸,相當於舊國標的8級精度公差。例如,在機床、汽車、拖拉機、冶金機械、礦山機械、石油化工、電機、電器、儀器儀錶、航空航海、醫療器械、鐘錶、自行車、縫紉機、造紙與紡織機械等機械加工零件中未注公差尺寸的極限偏差 |
| IT15 | 用於非配合尺寸及不包括在尺寸鏈中的尺寸,相當於舊國標的9級精度公差。例如、衝壓件、木模鑄造零件、重型機床製造,當基本尺寸大於3 150 mm時的未注公差的尺寸極限偏差 |
| IT16 | 用於非配合尺寸,相當於舊國標的10級精度公差。例如,打字機中澆鑄件尺寸,無線電製造業中箱體外形尺寸,手術器械中的一般外形尺寸,壓彎延伸加工用尺寸,紡織機械中木件的尺寸,塑料零件的尺寸,木模製造及自由鍛造的尺寸 |
| IT17 IT18 | 用於非配合尺寸,相當於舊國標的11級或12級精度的公差,用於塑料成型尺寸,手術器械中的一般外形尺寸,冷作和焊接用尺寸的公差 |
根據加工方法和裝配精度要求選擇合適的IT公差等級值進行尺寸標註,圖紙中未標註公差的尺寸需按照GB/T1804-2000 《未注公差的線性和角度尺寸公差》要求,指明公差等級。
線性尺寸極限偏差數值
| 公差等級 | 0~3 | >3~6 | >6~30 | >30~120 | >120~400 | >400~1000 | >1000~2000 | >2000 |
| 精密f | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | — |
| 中等m | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2.0 |
| 粗糙c | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2.0 | ±3.0 | ±4.0 |
| 最粗v | — | ±0.5 | ±1.0 | ±1.5 | ±2.5 | ±4.0 | ±6.0 | ±8.0 |
倒圓半徑和倒角高度尺寸的極限偏差數值
| 公差等級 | 0~3 | 3~6 | >6~30 | >30 |
| 精密f | ±0.2 | ±0.5 | ±1.0 | ±2.0 |
| 中等m | ||||
| 粗糙c | ±0.4 | ±1.0 | ±2.0 | ±4.0 |
| 最粗v |
註:倒圓半徑和倒角高度的含義參見GB/T6403.4
角度尺寸的極限偏差數值
| 公差等級 | 0~10 | >10~50 | >50~120 | 120~400 | >400 |
| 精密f | ±1° | ±30′ | ±20′ | ±10′ | ±5′ |
| 中等m | |||||
| 粗糙c | ±1°30′ | ±1° | ±30′ | ±15′ | ±10′ |
| 最粗v | ±3° | ±2° | ±1° | ±30′ | ±20′ |
一般未注公差圖樣表示法
在圖樣標題欄附近或技術要求、技術文件(如企業標準)中注出本標準號及公差等級代號。例如選取中等級時,標註為:
GB/T 1804-m
圖紙中未標註形位公差的結構,需按照GB/T1184-1996《形狀和位置公差未注公差值》中的等級進行標註。
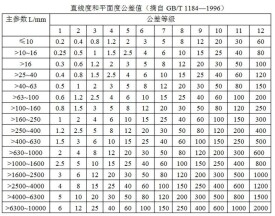
直線度和平面度未注公差值
| 公差等級 | 0~10 | >10~30 | >30~100 | >100~300 | >300~1000 | >1000 |
| H | 0.02 | 0.05 | 0.1 | 0.2 | 0.3 | 0.4 |
| K | 0.05 | 0.1 | 0.2 | 0.4 | 0.6 | 0.8 |
| L | 0.1 | 0.2 | 0.4 | 0.8 | 1.2 | 1.6 |
垂直度未注公差值
| 公差等級 | 0~100 | >100~300 | >300~1000 | >1000 |
| H | 0.2 | 0.3 | 0.4 | 0.5 |
| K | 0.4 | 0.6 | 0.8 | 1 |
| L | 0.6 | 1 | 1.5 | 2 |
對稱度未注公差值
| 公差等級 | 0~100 | >100~300 | >300~1000 | >1000 |
| H | 0.5 | |||
| K | 0.6 | 0.8 | 1 | |
| L | 0.6 | 1 | 1.5 | 2 |
圓跳動未注公差值
| 公差等級 | 圓跳動公差值 |
| H | 0.1 |
| K | 0.2 |
| L | 0.5 |
選擇公差等級的實質就是正確解決機器零件使用要求與製造工藝及成本之間的矛盾。
選擇公差等級的原則,是在滿足零件使用要求的前提下,儘可能選用較低的公差等級。精度要求應與生產的可能性協調一致,即要採用合理的加工工藝、裝配工藝和現有設備。但是,在必要的情況下,則要採取提高設備精度和改進工藝的方法來保證產品的精度。對配合尺寸選取適當的公差等級是極為重要的。因為在很多情況下,它將決定配合零件的工作性能、使用壽命及可靠性,同時又決定零件的製造成本和生產效率。
(1)選擇公差等級首先應保證使用要求。
(2)選擇公差等級時,既要滿足設計要求,也要考慮工藝的可能性及經濟性。選擇最佳加工精度是一個非常複雜的技術經濟問題。它不僅要考慮加工成本,而且要考慮由於加工精度的提高而增加的裝配成本,以及精度對產品使用性能和經濟指標(可靠性、壽命、燃料消耗等)的影響。
(3)在機械製造中,公差等級的規定是本著既能保證機器的精度和零部件的互換性,又能保證製造機器的經濟性。就是說只要低的精度能夠保證機器的功能和精度,就不要過高地要求零部件的精度。那樣會增加製造成本。具體應該根據該機器的種類和某種零件的用場來確定其公差等級,公差包括尺寸公差和配合公差。使用時可參考機械設計手冊中列舉的各種零件的推薦公差等級,靈活應用。
何謂自由尺寸公差?舊國標(HG)159-59中,在基準件公差上,把精度等級分成12級。取自其中8、9兩級精度基準件公差,稱為自由尺寸公差。將偏差分為;單向(+)或(-)、雙向(±)二種在自由尺寸公差的註解中提示;
①自由尺寸公差僅適用於機械加工表面。
②自由尺寸公差在工作圖上不標註。
③單向偏差對於軸用(-)號,對於孔、孔深、槽寬、螬深及槽長用(+)號,其餘均用雙向正負偏差(±)。
④不能納入上述明確原則的自由尺寸,且有單向偏差要求時,設計者應在工圖中注出,否則按雙向偏差製造。
修定后國標(GB)1800-79中,標準公差分20級。即;IT01、IT0、IT1至IT18。IT表示標準公差,公差等級的代號用阿拉伯數字錶示,從IT01至IT18等級依次降低。並制定(GB)1804-79未注公差尺寸的極限偏差,規定有三條:
①規定的極限偏差適用於金屬切削加工的尺寸,也可用於非切削加工的尺寸,
②圖樣上未注公差尺寸的偏差,按本標準規定的系列,由相應的技術文件作出具體規定。
③未注公差尺寸的公差等級規定為IT12至IT18。一般孔用H(+);軸用h(-);長度用(±)?IT(即Js或js)。必要時,可不分孔、軸或長度,均採用?IT(即Js或js)。根據國際標準ISO2768,以下為線性尺寸未注公差的公差表。這個未注公差適用於金屬切削加工的尺寸,也適用於一般的衝壓加工尺寸。
這些極限偏差適用於:
(1)線性尺寸:例如外尺寸、內尺寸、階梯尺寸、直徑、半徑、距離、倒圓半徑和倒角高度;
(2)角度尺寸:包括通常不標出角度值的角度尺寸,例如直角(90°);機加工組裝件的線性和角度尺寸。
這些極限偏差不適用於以下情況:
(1)已有其他一般公差標準規定的線性和角度尺寸;
(2)括弧內的參考尺寸。
基本信息
- 中文名
- 公差等級
- 外文名
- grade of tolerance
- 等級
- 20個等級
- 功能
- 精確尺寸精度
- 性質
- 描述機械精度的指標
- 參考表格
- GB/T1184-1996