舵葉
舵葉
舵葉是產生舵作用力的本體,由木材或是鋼材做成。現在除木帆船外,都是由鋼材製成,而且多數焊成空心的機翼型,與舵桿,舵銷連接處採用鑄鋼件。舵葉一般由舵板、水平隔板和垂直隔板等零件組成,有些船為了使螺旋槳後面的水流情況得到改善,在普通流線型舵上加了一個流線型的整流帽,稱為整流帽舵。
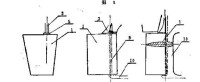
舵葉按軸線位置分類
a. 不平衡舵 b. 半平衡舵 c.平衡舵(如左圖)
如何區分舵的平衡性質,通常視舵葉上的轉軸線位置而定。軸線的左右都分佈有舵面積,這些舵面積作用有水壓力。水壓力形成對舵轉軸線的轉矩。這些據轉力矩方向相反,對總的據轉力矩起平衡作用,所以這種舵 稱為平衡舵。軸線左側沒有舵面積,這就不存在對總所需 轉力矩起平衡的條件,這種就是不平衡舵,下半部分起有平衡作用,所以這種舵稱為半懸掛平衡舵。
2.從與船體的聯結型式分:
懸掛舵,半懸掛舵,雙支承平衡舵,三個支承平衡舵。
懸掛舵多數是平衡舵,半懸掛舵多數是半平衡舵,雙支承舵多數是平衡舵,多支承舵是不平衡舵,又稱普通舵。
3.從舵葉的剖面形狀分:
A.平板舵 -平衡舵
B.復板舵 一它是由對稱的機翼剖面的舵葉構成。幾乎所有都是用空心的鋼板焊成。不對稱剖面的機翼僅是裝置在一些特殊的船舶,如某些快艇上,平衡舵結構簡單,用料省,造價低,但是舵效較低,除此以外,主要是不利於推進效率。因此現在大部分海洋船舶的舵是採用機翼型的復板舵結構和更為節能的節能舵。
C.不平衡舵由於結構上的限制,多數是有用平板舵,除非經過特殊布置,如將舵葉前面的舵柱,構成舵的一個組成部分,雖然舵在轉動時艉柱不動,但能提高舵效。
舵的質量要求是;舵葉的橫剖面須對稱於中心面,如果左右不對稱,則左右兩側的水流壓力就不相等,會產生一附加力矩,直接影響對舵的操縱;舵葉表面須光順,無局部凹凸;整個舵葉中心面無扭曲,即四角在同一平面上。舵葉須具密性,不滲水。
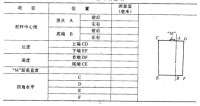
圖1 舵葉測量表
2.舵葉密性試驗 舵葉完工後須作密性試驗,通常採用灌水試驗和充氣試驗兩種方法。
(1)在胎架上拼裝左側舵葉包板 以胎架上的舵桿中心線為準,定位左側舵葉包板,定位焊后劃線,將兩邊余量、上下端余量線劃出並割除。舵葉包板上下端與鑄鋼件相接的邊緣余量暫不切割。
(2)上下端鑄鋼件定位 上下端鑄鋼件用拉鋼絲法進行第一次定位,劃出舵葉包板與其相交處的余量。定位時必須注意鑄鋼件上下端面的位置和加工余量,上下鑄鋼件的中心線必須與舵葉中心線為同一直線;上、下端面與基面垂直;鑄鋼件的首尾方向放對。將上述余量割除,焊接坡口切割準確,按上述要求進行鑄鋼件第一次定位(即正式定位)。
(3)安裝隔板在左側舵葉板上先裝中聞水平隔板;然後向上,向下裝垂直隔板。再裝水平隔板、垂直隔板。安裝隔板時必面注意下列各點:安裝水平隔板,垂直隔板,並用水平尺檢驗隔板的垂直度,因為隔板與舵葉包板是不垂直的。須預先裝焊好上、下頂板上的放水塞,並經火工矯正。水平隔板與垂直隔板的連接要光順,不能在局部凸凹。
(4)安裝前端包板、尾端扁鋼 尾端扁鋼的安裝位置以保證舵葉兩側包板的寬度要求為主,它與舵葉包板的相對位置可以稍作修改。
(5)安裝右側舵葉包板 舵葉內部包板、尾端扁鋼及前端包板焊接結束,經火工矯正,檢驗合格後方可安裝右側舵葉包板和上下端的頂板和底板。右側舵葉包板與水平隔板、垂直隔板以塞焊相連接。舵葉包板須按圖示尺寸劃出塞焊孑乙位置,還要根據水平隔板和垂直隔板的實際安裝位置對塞焊孔位置進行修正,以免塞焊孔不在隔板的面板上,產生“脫孔現象”。
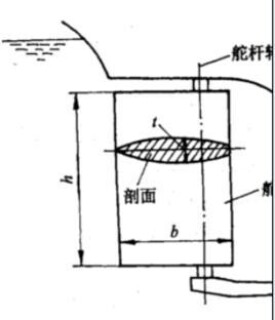
(6)舵葉在裝焊結束,吊離胎架前,要對舵葉進行外形尺寸測量,並劃出舵桿中心線和舵葉中心線。舵葉應在上下鑄鋼件機加工后,提交密性試驗,合格后,塞焊孔處搪塞水泥,使其外表平整。
基本信息
- 中文名
- 舵葉
- 外文名
- rudder
- 組成
- 舵板、水平隔板和垂直隔板等零件
- 材質
- 木材,鋼材,鋼板、鑄鋼件,水泥
- 結構
- 焊成空心的結構
- 連接
- 與舵桿、舵銷連接採用鑄鋼件
- 性質
- 產生舵作用力的本體