延伸率
材料塑性性能的指標
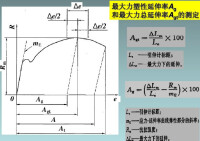
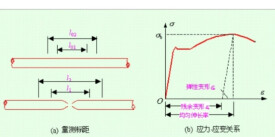
延伸徠率(δ)是描述材料塑性性能的指標——延伸率δ和截面收縮率ψ。
延伸率即試樣拉伸斷裂后標距段的總變形ΔL與原標距長度L之比的百分數:δ=ΔL/L×100%。
經過再結晶退火的冷軋帶鋼需要進行平整,以獲得交貨時所需的各種性能。延伸率作為平整軋制的唯一變形指標,在保證帶鋼內部組織結構性能方面起著至關重要的作用。寶山鋼鐵股份有限公司1220雙機架六輥平整機由寶鋼自主集成,投運初期,參考了國內外延伸率控制理論的文獻,採用了根據帶鋼厚度切換延伸率控制方式的策略,但在某些情況下(如張力和軋制力延伸率作用代價係數相差較大),出現了張力和軋制力不能平衡作用於延伸率的情況。為此對原有延伸率控制策略進行了改進,設計了具有特色的延伸率控制系統,使軋制力和張力始終圍繞過程機(二級機)設定值對延伸率進行調整。在整個軋制過程中,根據軋制力或張力的調節範圍,軋制力和張力兩個延伸率調節器自動切換,確保了軋制力和張力之間的平衡。系統於2010年投入運行后,穩定性好、控制精度高。
延伸率
延伸率按照測量方式的不同分為定倍數A5、A10和定標距A50、A80、A100等。A5是比例試樣原始標距與直徑的比為5,A10是比例試樣原始標距與直徑的比為10;A50是非比例試樣,原始標距為50mm,A80、A100與之同理。
從壓下變形來看,平整實質上是一種小壓下率(0.5%~3%)的二次冷軋變形,但由於平整壓下率很小,帶鋼的厚度變化難以準確測量,因此平整壓下率採用與其成比例的延伸率來表示,平整過程的工藝質量控制主要通過控制延伸率來完成。
關於延伸率計算取樣長度的取值,如果取的大,延伸率計算穩定性好,但不利於快速性;反之取的小,有利於快速性,但對穩定性不利。根據實際經驗,取400mm為宜,即當出口長度為400mm時計算一次延伸率。
徠但是帶鋼長度不便於實時測量,因此考慮將其轉化為速度的測量。在1220平整機上為了獲得高精度的延伸率測量結果,採用激光測速儀替代傳統的編碼器測量帶鋼速度,可以克服傳統編碼器由於張緊輥(測速輥)打滑帶來的測量誤差。
對於平整機而言,帶鋼延伸是張力和軋制力共同作用的結果,目前常用的延伸率控制方式包括:軋制力調節、張力調節、軋制力和張力組合調節。張力調節和軋制力調節單獨作用時,對不同帶鋼厚度的延伸率控制效果(張力或軋制力作用於延伸率的代價係數)不同,帶鋼越薄,通過張力方式調節延伸率的效果越好,帶鋼厚度超過1mm時,張力調節方式基本沒有效果;帶鋼越厚,通過軋制力調節延伸率的效果越好,帶鋼厚度小於0.4mm時,軋制力調節方式基本不起作用。
1220平整機生產的規格主要集中在0.15~0.8mm之間,最初採用的控制策略是:當帶鋼厚度H<0.4mm時,採用張力調節延伸率的方式;當0.4mm≤H≤0.8mm時,採用張力和軋制力組合調節延伸率的方式。但在實際生產過程中發現,採用張力和軋制力組合調節延伸率的方式時,在某些情況下,實際延伸率雖然達到了目標值,卻會出現軋制力過大、張力過小或軋制力過小、張力過大的情況。總之,軋制力和張力不能很好地平衡作用於延伸率,因此不利於產品質量的控制。為此,當0.4mm≤H≤0.8mm時,我們在延伸率控制中制定了一個軋制力和張力調節方式自動切換的策略,當H<0.4mm時仍採用張力調節延伸率方式。
自動切換策略是以軋制力和張力的偏差作為參考值,根據參考值的範圍自動切換延伸率由軋制力調節或張力調節,因此,在PLC程序中加入了軋制力和張力的分段切換控制。在整個調節過程中,要求使軋制力和張力緊密圍繞過程機的設定值進行調整。根據經驗,張力偏差和軋制力偏差控制範圍一般在30%以內,偏差範圍過大不利於穩定生產,易造成產品性能波動過大。
具體控制邏輯為:當|ΔP|>20%時,軋制力延伸率調節器退出;當|ΔT|>30%時,張力延伸率調節器退出;當10%<|ΔP| ≤20%且|ΔT|<15%時,軋制力延伸率調節器退出,張力延伸率調節器投入;當15%<|ΔT|≤30%且|ΔP|<10%時,張力延伸率調節器退出,軋制力延伸率調節器投入。在其他情況下,如果0.4mm≤H≤0.6mm,則張力延伸率調節器投入,反之軋制力延伸率調節器投入。
在整個軋制過程中,根據軋制力或張力的調節範圍,在兩個延伸率調節器之間切換,確保了張力和軋制力之間的平衡,有效地避免了軋制力過大、張力過小或者張力過大、軋制力過小的不穩定狀態。
軋制力延伸率調節器
用軋制力調節帶鋼延伸率,就是將延伸率的給定值與實測值之差轉變成相應的附加軋制力給定,用以改變原有的軋制力,從而實現對帶鋼延伸率的自動控制。1220平整機軋制力延伸率控制器調節的是1#機架軋制力,2#機架採用恆軋制力控制。軋制力調節延伸率控制系統是個雙環系統,軋制力控制為內環系統,延伸率控制為外環系統。
張力延伸率調節器
用帶鋼張力調節帶鋼延伸率,就是將延伸率的給定值與實測值之差轉變成相應的附加軋制張力給定,用以改變原有的張力,從而實現對帶鋼延伸率的自動控制。1220平整機張力延伸率調節器調節的是機架間的中間張力,機架入、出口的張力保持恆定。張力調節延伸率控制系統是個雙環系統,張力控制為內環系統,延伸率控制為外環系統。
基本信息
- 中文名
- 延伸率
- 外文名
- elongation
- 領域
- 冶鍊
- 釋義
- 描述材料塑性性能的指標
- 學科
- 冶金工程
- 表達式
- δ=ΔL/L×100%