電鑄
始於1838年的加工方法
電鑄所屬現代詞,指的是利用金屬的電解沉積原理來精確複製某些複雜或特殊形狀工件的特種加工方法。
電鑄大致可分為三類,即裝飾性電鍍(以鍍鎳-鉻、金、銀為代表)、防護性電鑄(以鍍鋅為代表)和功能電鍍(以鍍硬鉻為代表). 電鑄是利用電鍍法來製造產品的功能電鍍之一。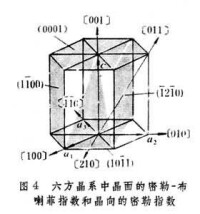
電鑄
據稱電鑄始於1838年。當時,蘇聯的Jacoli在石膏母型上塗敷石臘,通過石墨使其表面具有導電性,然後表面鍍銅,鍍后脫模,以此製成銅的複製品。日本昭和初年,京都市工業研究所和大板造幣司等單位就已積極開展了在石膏母型上鑄銅,在絕緣體上電鍍等方面的研究,並製作了許多精美的金屬工藝品。但是,以石膏或臘等作為母型模進行電鑄時,不僅製造技藝要求高、操作麻煩,而且母型易破損,難以制出精緻的複製品,所以電鑄的應用範圍十分有限。
後來,由於塑料母型材料的問世以及電鍍水平的提高,電鑄技術也得到很大發展,並廣泛應用於製造那些採用其它方法不能製造的或加工有困難的急需產品。特別是最近幾年,由於電鑄用於製造宇航或原子能的某些零件,它已作為一種尖端加工技術而為人們所矚目。此外通過電鍍使金屬與金屬相結合的所謂“電結合技術”也進行了研究。這種電結合的金屬不會因熱而改變金屬材質的機械性能和物理性。
利用金屬的電解沉積原理來精確複製某些複雜或特殊形狀工件的特種加工方法。它是電鍍的特殊應用。電鑄是俄國學者Б.С.雅可比於1837年發明的。最初主要用於複製金屬藝術品和印刷版,19世紀末開始用於製造唱片壓模,以後應用範圍逐步擴大。
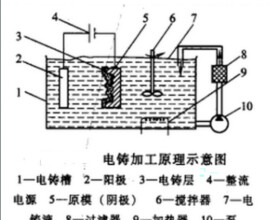
圖為電鑄的基本原理。把預先按所需形狀製成的原模作為陰極,用電鑄材料作為陽極,一同放入與陽極材料相同的金屬鹽溶液中,通以直流電。在電解作用下,原模表面逐漸沉積出金屬電鑄層,達到所需的厚度后從溶液中取出,將電鑄層與原模分離,便獲得與原模形狀相對應的金屬複製件。
電鑄的金屬通常有銅、鎳和鐵3種,有時也用金、銀、鉑鎳-鈷、鈷-鎢等合金,但以鎳的電鑄應用最廣。電鑄層厚度一般為0.02~6毫米,也有厚達25毫米的。電鑄件與原模的尺寸誤差僅幾微米。
電鑄的主要用途是精確複製微細、複雜和某些難於用其他方法加工的特殊形狀模具及工件等,例如製作紙幣和郵票的印刷版、唱片壓模、鉛字字模、玩具滾塑模、模型模具、金屬藝術品複製件、反射鏡、表面粗糙度樣塊、微孔濾網、錶盤、電火花成型加工用電極、高精度金剛石磨輪基體等。
原模的材料有石膏、蠟、塑料、低熔點合金、不鏽鋼和鋁等。原模一般採用澆注、切削或雕刻等方法製作,對於精密細小的網孔或複雜圖案,可採用照相製版技術。非金屬材料的原模須經導電化處理,方法有塗敷導電粉、化學鍍膜和真空鍍膜等。
對於金屬材料的原模,先在表面上形成氧化膜或塗以石墨粉,以便於剝離電鑄層。
電鑄設備由電鑄槽、直流電源(一般是12伏,幾百至幾千安) 以及電鑄溶液的恆溫、攪拌、循環和過濾等裝置組成。電鑄溶液採用含有電鑄金屬離子的硫酸鹽、氨基磺酸鹽、氟硼酸鹽和氯化物等的水溶液。電鑄的主要缺點是效率低,一般每小時電鑄金屬層的厚度為0.02~0.05毫米。採用高濃度電鑄溶液,並適當提高溶液溫度和加強攪拌等措施,可以提高電流密度,縮短電鑄時間,從而可以提高電鑄效率。這種方法在鎳的電鑄中已獲得應用。
電鑄工藝屬現代技術,其原理與電鍍相同。在鑄液中,陰模為鑄件,表面活化處理後有導電層,接通電流,在電場中電泳使金逐漸沉積在陰模的鑄件上,達到一定厚度即可取出。然後打磨焊接,進行表面處理,即成為一件漂亮的電鑄首飾。
電鑄過的產品適應於很多行業:手機、數碼、家電、電腦、汽車、五金、玩具、高檔禮品等。電鑄過的產品一般不會退色,相當適用於:手機按鍵、數碼按鍵、攝像頭裝飾、電腦導光板、汽車車燈、道路反光板、DVD、音響、玩具、模型等。
基本信息
- 缺點
- 生產周期長等
- 優點
- 產品尺寸精度高等
- 原理
- 金屬離子陰極電沉積
- 學科
- 冶金學