EVA熱熔膠
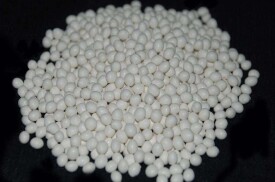
固體可熔性的聚合物
EVA熱熔膠是一種不需溶劑、不含水份、100%的固體可熔性的聚合物,在常溫下為固體,加熱熔融到一定程度變為能流動且有一定粘性的液體粘合劑,其熔融後為淺棕色半透明體或本白色。熱熔膠主要成分,即基本樹脂是乙烯與醋酸乙烯在高壓下共聚而成的,再配以增粘劑、粘度調節劑、抗氧劑等製成熱熔膠。
EVA是一種塑料物料由乙烯(E)及乙烯基醋酸鹽(VA)所組成。這兩種化學物質比例可調較從而符合不同的應用需要,乙烯基醋酸鹽 (VA content) 的含量越高,其透明度,柔軟度及堅韌度會相對提高。乙烯/醋酸乙烯酯共聚物(EVA)
乙烯-醋酸乙烯共聚物(也稱為乙烯-一乙酸乙烯共聚物)是由乙烯(E)和乙酸乙烯(VA) 共聚而製得,英文名為;Ethylene Viny Acetate,簡稱為EVA,或E/VAC.聚合方法用高壓本體聚合(塑料用),溶液聚合(PVC加工助劑)。乳液聚合(粘合劑),懸浮聚合。乙酸乙烯(VA)含量高於30%的採用乳液聚合,乙酸乙烯含量低的就用高壓本體聚合。EVA的用途很廣。一般情況下,乙酸乙烯含量在5%以下的EVA,其主要產品是薄膜、電線電纜LDPE改性劑、膠粘劑的等;乙酸乙烯含量在5%-10%的EVA產品為彈性薄膜等;乙酸乙烯含量在20%-28%的EVA,主要用於熱熔粘合劑和塗層製品;乙酸乙烯在5%-45%,主要產品為薄膜(包括農用薄膜)和片材,注塑、模塑製品,發泡製品,熱熔粘合劑等。是廣泛用於發泡鞋材、功能性棚膜、包裝模、熱熔膠、電線電纜及玩具等領域。
Ethylene [ˈɛθɪliːn] 【化】乙烯 Vinyl [' vainil] 【化】乙烯基
Acetate ['æsitit] 【化】酸酯鹽 Copolymer [k?u'p?lim?] 【化】異量分子聚合物
簡介
乙烯-醋酸乙烯共聚物,簡稱EVA。一般醋酸乙烯(VA)的含量在5%-40%,與聚乙烯(PE)相比,EVA由於在分子鏈中引入醋酸乙烯單體,從而降低了高結晶度,提高了韌性、抗衝擊性、填料相溶性和熱密封性能,被廣泛用於發泡鞋材、功能性棚膜、包裝模、熱熔膠、電線電纜及玩具等領域。

EVA熱熔膠
乙烯與醋酸乙烯共聚物( EVA) 熱熔膠製備方法簡便,廣泛應用於機械化包裝、傢具製作、製鞋、無線裝訂、電子元件及日常用品粘接,迅速成為熱熔膠粘劑中應用最廣、用量最大的一種。1960 年由美國杜邦公司首先實現工業生產,命名該商品為Elvax,之後,UCC、USI、
Bayer、ICI、Monsanto 等公司相繼生產該類產品。
EVA 熱熔膠凝聚力大,熔融表面張力小,對幾乎所有的物質均有熱膠接力,且具有優良的耐藥品性、熱穩定性、耐候性和電氣性能,粘接迅速、應用面廣、無毒害、無污染等特點而被“綠色膠粘”,引起越來越多的關注。
1.在室溫下通常為固體,加熱到一定程度時熔融為液體,一旦冷卻到熔點以下,又迅速成為固體,(即又固化);
2.具有固化快、公害低、粘著力強,膠層既有一定柔性、硬度、又有一定的韌性;
3.膠液塗抹在被粘物上冷卻固化后的膠層,還可以再加熱熔融,重新變為膠粘體再與被粘物粘接,具有一定的再粘性;
4.使用時,只要將熱熔膠加熱熔融成所需的液態,並塗抹在被粘物體上,經壓合后在幾秒鐘內就可完成粘結固化,幾分鐘內就可達到硬化冷卻乾燥的程度。
在我國生產和使用的EVA熱熔膠中,裝訂所用的一般分為高速膠和低速膠兩種,高速膠固化速度略快,低速膠固化略慢;根據被粘物質不同又分為膠版紙、銅版紙用膠等幾種;並有背膠和側膠之分,以適應被粘物的強度與需要,從而達到良好的粘結效果。使用熱熔膠要掌握用前準備工序,如預膠、溫度等。
1.EVA熱熔膠的預熱
EVA熱熔膠使用前,首先要對固體膠進行預熱熔融。預熱的方法有兩種:一種用油浴預熱,即夾套熔鍋預熱;另一種用電板預熱,即用電熱板裝置在預熱熔鍋里直接預熱。預熱時間一般在2小時,待膠體達到所需加熱溫度,且有良好的流動性時,即預熱合格后,再通過恆溫管道將膠液釋放到溫度在160~200℃的工作膠鍋內,供膠粘訂聯書籍本冊等使用。
2.EVA熱熔膠的粘著力與適性
在實際生產過程中,熱熔膠的粘著力會隨著熱熔膠加熱的溫度高低、被粘物材料的不同與優劣、銑背的寬與深度、塗膠的高度、以及膠訂機運轉速度的不同等,得到不同的粘結效果。
(1)熱熔膠的加熱溫度
熱熔膠的軟化點一般應在80℃以上,也就是加熱到80℃時,膠體應該開始軟化並溶動。這個溫度僅僅是熱熔膠熔融的溫度,要使其熔融達到能粘結書籍的程度,加熱溫度還要上升到130~180℃。在這一溫度下,膠體的粘度、流體、粘性等都適合書籍本冊的粘結了。
(2)書籍紙張的不同與上膠溫度的關係
製作書籍本冊的紙張質地是不同的,因此上膠的溫度也應有所不同。這不僅是因為紙張的纖維不同,更重要的是由於紙質種類、質地的不同而對膠體的產生不同的導熱性,使其冷卻速度產生變化。以銅版紙(也稱塗料紙)和凸版紙類(非塗料紙)的導熱性為例,前者膠的冷卻速度要比後者快。因為塗料紙中銅版紙中所含的無機物要比非塗料紙類的凸版、新聞、膠板紙等高10倍左右,而無機物具有良好的導熱性,它可以使熱熔膠的冷卻速度加快。
如在上膠溫度同樣都是170℃時,非塗料紙的熱熔膠的拉力測試值可達到預計的要求,而塗料紙類的拉力數值則達不到。因此,在塗料紙上膠時,一定要增加其強度並提高膠液的溫度。
(3)EVA熱熔膠的開放時間與生產設備運轉速度的關係。
無線膠訂加工在生產中,使用熱熔膠時有三個時間必須嚴格掌握和控制,即開放時、固化時以及冷卻硬化的乾燥時間。開放時間指將膠液塗在書背上的時間,固化時間是將封面與書背吻合粘的時間,冷卻硬化乾燥時間,是固化后將包好封面的書籍冷卻定型后待裁的時間。只有經過這三個時間,書籍才能定型而達到理想的加工。
使用熱熔膠的這幾個時間,都是與設備運轉速度密切聯繫的,如熱熔膠的開放時間一般為7~15秒,而這個時間正是膠訂機進行銑背傳送的時間,從塗抹膠液開始,到封面與書背粘合為止(不含粘書背卡紙)的這一過程,就必須要在15秒以內完成,這樣熱熔膠使用才能取得良好的粘結效果,如果設備運轉速度很慢,在15秒內完不成粘結工作,那麼粘結的效果肯定不理想,會出現粘結不牢、粘不上,書籍成冊后散開、掉頁等故障。因此,選用熱熔膠的開放時間,要考慮到膠訂機的正常運轉速度。熱熔膠的固化時間一般與開放時間基本是相同的,當然使用者希望固化時間再短一些以利於書籍的粘結定型。
除開放和固化時間外,還要求冷卻硬化乾燥時間的基本準確,特別是無線膠粘訂聯動生產線上的用膠。因為這種生產線是從配頁機配頁開始到切書為止的一條聯動流水線,其各個部位都是相互聯貫的。在包上封面出書後傳送到切書
部位的時間要符合一定的規律,才能使書籍裁切達到理想要求,也就是說出書傳送的時間要保證書籍在到達切書機部位時,應已冷卻、硬化乾燥,才能使裁切的成品得到保證,這個過程應在3分鐘就完成,否則會造成書背變形、成品尺寸不
穩定、粘刀現象等,影響成品的質量和造成不應有的損失。因此,聯動生產線的出書傳送裝置(傳送帶)的長度又要根據運轉速度不同來選擇,一般常見的傳送帶長度是在40~55米之間,還可根據需要或長或短,但一定要保證包好封面的
書籍要傳送帶上運動冷卻3分鐘以上。
書籍裝幀的質量由紙張、熱熔膠、裝幀材料與工藝等諸多因素共同決定
使用EVA熱熔膠進行無線膠訂工藝的書籍本冊越來越多,全國大、中、小型加工廠幾乎都在用,今後仍有上升的趨勢,這是由於使用這種膠粘劑有出書快、周期短、書籍外觀好、節省數道工序的特點。但是往往由於印刷廠急於上馬、力求多攬活、多加工而忽視了使用熱熔膠的環境與條件的科學性,因而也就在加工中出現了許多問題。下面提出幾點供使用單位參考:
生產廠房溫度與濕度的影響
EVA熱熔膠是一種熱塑性膠粘劑,塗抹后的開放時間是受室內溫度與濕度影響的,一般室內(即廠房車間)溫度應保持恆溫,在15~26℃之間為最佳,濕度應保持在50%左右。但是據了解,在全國使用熱熔膠的單位中,能達到這個要求的是非常少見的,所以有許多地區用熱熔膠時,多次出現過夏天用膠氣泡過多,不易固化、冷卻而到了冬天又出現膠粘劑固化、冷卻時間縮短、粘不牢或粘不上、粘后書籍斷裂等。還有的地區因為濕度大,包封面后書籍不定型,無法進行裁切等等。這些現象都與工作廠房的溫度、濕度有直接關係。所以要求:
(1)有條件的單位,最好在用無線膠粘訂設備的廠房內安裝恆溫設備和測濕度儀器,以保證溫濕度的正常。
(2)有些無條件的單位也要努力創造條件,進行科學規範化的管理生產。在沒有這些條件時暫時可掌握如下原則:夏天溫度高時,熱熔膠使用溫度要下降10℃左右,以使膠的開放和固化時間基本能達到合理要求。
(3)無線膠粘訂加工出的書籍,在貯存的倉庫或廠房內應保證溫度在1~45℃之間,並嚴禁長時間堆放在靠牆、靠暖氣(冬天)、靠窗和露天地方,避免受潮或過於受熱使紙張變形,使膠粘劑起變化,造成無法挽救的損失。
EVA熱熔膠,不同於一般冷膠,根據它的特性,在使用中還必須掌握和注意以下幾點:
1.要認識和掌握EVA熱熔膠的各種型號和技術性能(包括技術參數)。型號不同的熱熔膠其開放時間、固化時間也不同,尤其要嚴格區分夏膠與冬膠的使用時期,氣溫不同時其開放、固化時間也會發生變化。
2.使用EVA熱熔膠時切忌用明火直接加熱,一定要用隔套油溶加熱(水的沸點要到100℃),或用密封的電熱板加熱。
3.固體的EVA熱熔膠在使用前,要先用預熱裝置預熱合格后,再釋放到塗膠膠液的工作膠盒內使用。預熱的時間一般為2小時左右為宜。用膠時不得在塗膠工作膠盒內直接摻入固體膠塊(即沒有預熱過的膠)防止膠體流動性不佳或將沒有完全融化膠體塗在書背上,造成塗膠不均勻而影響書籍外觀質量。
4.預熱膠鍋內的膠量要掌握適當,加量過多后膠體輪番熔融,會使其變質老化、粘度降低、影響粘著力。
5.在熱熔膠的開放時間內,要完成全部的粘合過程,若在遇故障停機時,要及時取出書夾內的書本,尤其要注意在塗膠輪上方書芯不得停留。
6.在長時間修理無線膠粘訂設備時,應關閉預膠和工作膠鍋,以防膠體的老化。
7.熔融膠體的溫度,要嚴格控制在使用範圍內。
8.要定期清理預膠鍋和工作膠盒,保持膠鍋內的清潔,防止膠液中雜質沉澱堆積而影響溫度控制的精確性,甚至造成恆溫器失靈導致膠體燃燒。一般在正常生產運轉情況下,預熱膠鍋應每3個月清理一次;工作膠盒(塗膠用的)應每半月清理一次。清理膠鍋要定出制度,以便於執行。
1、可生物降解:棄掉或燃燒時不會對環境造成傷害。
2、與PVC價格相近:EVA的價格比有毒的PVC較貴,但相對不含鄰苯二甲酸鹽之PVC為便宜。
3、重量較輕:EVA的密度介乎0.91至0.93,而PVC則為1.32。
4、不含臭味:EVA不含像阿摩尼亞(ammonia)或其它有機氣味。
5、不含重金屬:符合有關國際的玩具條例(EN-71 Part 3及ASTM-F963)。
6、不含鄰苯二甲酸鹽:適合兒童玩具及不會產生增塑劑釋出危險。
7、高透明,柔軟及堅韌度:應用範圍十分廣闊。
8、超強耐低溫(-70C):適合結冰環境。
9、抗水,鹽份及其它物質:在大份的應用情況下都能保持穏定。
10、高熱貼性:可牢固地貼於尼龍,滌綸,帆布及其它布類。
11、低貼合溫度:可加快生產速度。
12、可絲印及柯式印刷:可用於更多花巧的產品(但必須用EVA類的油墨)。
耐水性:密閉泡孔結構、不吸水、防潮、耐水性能良好。
耐腐蝕性:耐海水、油脂、酸、鹼等化學品腐蝕,抗菌、無毒、無味、無污染。
加工性:無接頭,且易於進行熱壓、剪裁、塗膠、貼合等加工。
防震動:回彈性和抗張力高,韌性高,具有良好的防震 / 緩衝性能。
保溫性:隔熱,保溫防寒及低溫性能優異,可耐嚴寒和曝晒。
隔音性:密閉泡孔,隔音效果好。
應用範圍:
家用電器、五金工具、玩具、工藝品、旅遊製品、文化用品、化妝品;
溜冰鞋:運動鞋的內襯材料、運動鞋墊、箱包背墊、衝浪板、跪墊;運動護具、汽車內飾、鞋材貼合;高檔泡棉膠帶產品的基材;冰庫、防寒建築、輕踏墊、遮陽板材料;電器、精密儀錶、儀器等電子產品的防震緩衝包裝等廣泛領域。
EVA蠟密度在0.91~0.93(g/cm3) 之間。
EVA的密度主要受VA含量制約,隨著共聚物中VA含量由5%提高到40%,密度由0.929 g/cm3 增至0.974 g/cm3,小於5%時,密度最小。
七、EVA熱熔膠機主要特點:
1、膠箱內層表面採用特氟龍塗層防止炭化,確保膠質最佳狀態,減少堵塞。
2、齒輪泵採用變頻調速,精確控制膠量輸出。
3、精密過濾裝置去除雜質,防止噴頭堵塞。
4、溫度採用精確的PID智能分段式控制。
5、控制系統具有高低溫保護功能,防止設備的損壞。
| 成分 | 質量百分比 | 成分說明 |
| EVA | 30-35% | 主體樹脂 |
| 萜烯樹脂 | 6-15% | 增粘樹脂 |
| C9石油樹脂 | 10-20% | 增粘樹脂 |
| 微晶蠟/石蠟 | 3-8% | 粘度調節劑 |
| 鄰苯二甲酸二丁酯 | 1-4% | 增塑劑 |
| 碳酸鈣 | 25-35% | 填料 |
| BHT | 0.5-2% | 抗氧劑 |
| 叔丁基過氧化-2乙基己基碳酸酯 | 0-1% | 主交聯劑 |
| 氣相二氧化硅 | 0-1% | 消光劑 |
基本信息
- 中文名
- EVA熱熔膠
- 主要成分
- 乙烯與醋酸乙烯
- 特點
- 不含水份、100%的固體可熔性
- 類別
- 聚合物