沸騰鋼
沸騰鋼
沸騰鋼(rimmed steel;rimming steel)是指鍊鋼時未能很好脫氧的鋼。鍊鋼時要依靠氧氣去除多餘的碳,而過量的氧將生成多種氧化物成為夾雜物,為此必須脫氧。沸騰鋼的脫氧是僅加弱脫氧劑,如加錳鐵可生成氧化錳,同時生成氧化鐵。但氧化鐵在澆注鋼錠時還會與鋼中的碳生成一氧化碳和鐵,此時一氧化碳氣體逸出鋼錠使之成沸騰狀,故稱沸騰鋼。沸騰鋼中的孔多,使結構疏鬆,偏析也多,質量較差,可用於不十分重要的鋼結構中。
指脫氧程度極低的鋼。鋼水含有很多的氧,在凝固過程中和鋼中的碳產生激烈反應,放出CO氣泡,使鋼水在鋼錠模內發生“沸騰”現象而得名。鋼水凝固時析出的CO氣體壓力pCO=140kPa±25kPa。沸騰鋼只限於生產含碳量0.02%~0.30%的低碳鋼,含碳量過高或過低的鋼水,在凝固時模內沸騰都很微弱,難以得到良好的沸騰鋼鋼錠。生產沸騰鋼鋼錠的關鍵是鋼水在模內有強烈而適當的沸騰,過強或過弱的沸騰都不能得到良好的沸騰鋼鋼錠結構。模內沸騰靠鋼水氧化性來保證,鋼水氧化性依靠合適的鋼水溫度和加入適量的錳鐵來控制。沸騰鋼鋼錠軋成的板材表面質量好,但偏析嚴重。沸騰鋼只能用模鑄法生產而不能用連鑄法生產。
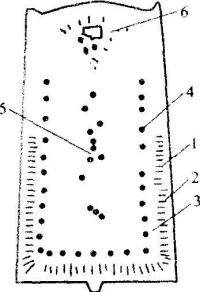
沸騰鋼鋼錠的結構如圖所示,可分為5個帶:
(1)堅殼帶。鋼液接觸模壁后受到強烈冷卻,形成由細小等軸晶組成的無氣泡的緻密、堅實的外殼帶。一般厚度為12~25mm。
(2)蜂窩氣泡帶。鋼錠下部的柱狀晶在向錠心生長時,平行於柱狀晶生長方向而逐漸長大成為橢圓形氣泡組成。
(3)中心堅固帶。為防止出現過分嚴重的偏析在鋼液上面加蓋封頂后,抑制了碳氧反應,氣體停止析出,蜂窩氣泡終止生長,而結晶繼續進行,形成無氣泡的由柱狀晶組成的中心堅固帶。
(4)二次氣泡帶。隨柱狀晶的生長,由於偏析作用碳氧富集到一定程度時,碳氧反應重新發生,產生的氣泡分佈在鋼錠整個高度,成為二次氣泡帶。
(5)錠心帶。當模壁溫度與鋼錠中心溫度之差很小時,鋼錠心部形成等軸晶,成為錠心帶。此時沸騰已大致停止,但仍有少量氣孔形成,部分氣泡還能逐漸上移聚合長大為頭部大氣泡。構成頭部疏鬆區。
沸騰鋼
沸騰鋼由於有良好的沸騰作用,鋼錠可形成一個純凈、堅實的外殼,故軋成的產品表面質量較好,特別適於製造薄板。並因含碳、硅量較低,有良好的焊接、冷彎和衝壓性能,一些冷衝壓件如拖拉機箱、汽車殼體等均使用沸騰鋼。還用它軋制一般型鋼、中板、線材、窄帶和管材。沸騰鋼鋼錠頭部沒有集中縮孔,軋製成坯后切頭率低,且消耗脫氧劑和耐火材料少,故成本較低。大多數國家沸騰鋼的產量占模鑄鋼總產量的40%~50%。但沸騰鋼偏析嚴重、組織不緻密、力學性能波動較大,在軋材的不同部位抗拉強度和伸長率有明顯差別。其低溫衝擊性差,鋼板易於失效使韌性降低,故不適於製造對力學性能要求較高的零部件。此外,為保證模內正常沸騰,沸騰鋼碳含量不能超過0.28%,錳含量不大於0.60%,硅含量不大於0.03%,因此只限於生產普通低碳鋼,使沸騰鋼的鋼種受到很大限制。
根據冶鍊時脫氧程度的不同,鋼可分為沸騰鋼、鎮靜鋼和半鎮靜鋼(新標準取消半鎮靜鋼)。沸騰鋼為脫氧不完全的鋼。鋼在冶鍊後期不加脫氧劑(如硅、鋁等),澆注時鋼液在鋼錠模內產生沸騰現象(氣體逸出),鋼錠凝固后,蜂窩氣泡分佈在鋼錠中,在軋制過程中這種氣泡空腔會被粘合起來。這類鋼的特點是鋼中含硅量很低,標準規定為痕量或不大於0.07%,通常注成不帶保溫帽的上小下大的鋼錠。優點是鋼的收率高(約提高15%),生產成本低,表面質量和深沖性能好。缺點是鋼的雜質多,成分偏析較大,所以性能不均勻。
鎮靜鋼為完全脫氧的鋼。通常鑄成上大下小帶保溫帽的錠型,澆注時鋼液鎮靜不沸騰。由於錠模上部有保溫帽(在鋼液凝固時作補充鋼液用),這節帽頭在軋制開坯后需切除,故鋼的收得率低,但組織緻密,偏析小,質量均勻。優質鋼和合金一般都是鎮靜鋼。
半鎮靜鋼為脫氧較完全的鋼。脫氧程度介於沸騰鋼和鎮靜鋼之間,澆注時有沸騰現象,但較沸騰鋼弱。這類鋼具有沸騰鋼和鎮靜鋼的某些優點,在冶鍊操作上較難掌握。
過氧化鋼的危害主要是由於鋼中溶解過多的氧對鋼質產生的影響。鋼中溶解過多的氧,將得不到理想的鋼錠結構,因而得不到良好機械性能的鋼材。氧在液體鋼中的溶解度較大,而在固體鋼中溶解度很小。因此,氧將以氧化物夾雜形式存在於鋼中,使鋼的塑性和韌性大為下降,使鋼的切削性變壞,降低鋼的疲勞強度和衝擊韌性。
氧在鋼液中的溶解度隨溫度降低而減少,當鋼液在鋼錠模內凝固時,由於選分結晶,較純的金屬先凝固,把雜質推向未凝固的鋼液,故使鋼液中[C]、[O]發生偏析而引起了碳的再氧化,生成CO氣體,使鋼錠內部產生氣泡;鋼中氧還使硫的危害作用增加,因為FeO與S可以生成熔點僅為940℃的低熔點共晶體,造成鋼錠軋制時熱脆。
由於過氧化鋼鋼中含氧量高,因此脫氧很難控制,往往在澆注過程中表現為沸騰極強,此時,堅殼帶生成時受到循環鋼液沖刷少,得到的鋼錠結構不緻密,且不純凈,當氣體在澆注完畢大量排出后,鋼液面下降,鋼錠頭部成為“靴筒”,在澆注過程中,為了防止鋼液在注管“上嘔”,保證澆注順利,採用刺鋁調整鋼液氧化性,它是一種補救措施,但易產生鋼液面急劇下陷,使鋼錠造成重皮、接痕等嚴重缺陷,同時,增加氣囊軋后廢品,造成鋼材如線棒材中心孔洞和帶鋼分層廢品。
建議及措施
1)轉爐在冶鍊Q195一F這種易過氧化的沸騰鋼時,選擇鐵水成分條件好的鐵水冶鍊。
2)加強白灰造渣劑的質量控制,不能生燒或過燒,否則,生燒造成鋼水溫度下降,冶鍊時間延長,過氧化出鋼。
3)化檢驗要及時準確,否則也會因化驗不及時影響冶鍊時間加長,導致過氧化。

基本信息
- 中文名
- 沸騰鋼
- 外文名
- rimmed steel
- 特點
- 生產成本低、收率高等
- 優勢
- 表面質量好
- 缺點
- 偏析嚴重
- 領域
- 冶金
- 實質
- 脫氧不完全的鋼