鋼錠
鋼錠
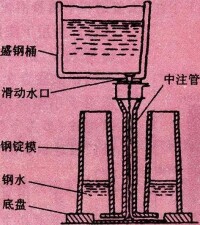
鋼水經盛鋼包注入鑄模凝固形成鋼錠。鋼液在鍊鋼爐中冶鍊完成後,必須鑄成一定形狀的錠或坯才能進行加工。用鑄模鑄成鋼錠的工藝過程簡稱為鑄錠。
鋼錠至今仍是軋鋼生產的主要原料。鋼錠質量的優劣、錠型的狀況以及其重量大小對軋鋼生產有著十分重要的作用。在軋鋼生產中除各類初軋機可選用鋼錠作原料外,一些特殊用途軋機、部分中厚板軋機也用鋼錠為原料,我國不少地方中小企業的開坯機成品軋機也選用小鋼錠作原料。鋼錠選擇的內容主要是正確地選擇鋼錠種類、它的重量以及斷面形狀和尺寸大小。
鋼錠
鋼液進入盛鋼桶后需靜置一段時間,使出鋼時混入鋼中的爐渣或其他雜質上浮去除,同時還起調整鑄溫的作用。
鑄溫:澆鑄溫度應嚴格控制。鑄溫過低,鋼液入模后表面立即凝固,會造成鋼錠表面缺陷,甚至鋼液在盛鋼桶內就開始凝固,造成金屬損失或整爐鋼報廢;鑄溫過高時,將延緩鋼錠表層的形成時間,導致鋼錠出現熱裂紋。對鎮靜鋼,鑄溫一般控制在高於此鋼的液相線溫度40~60℃。為保證整桶鋼水溫度均勻,可向盛鋼桶中吹氬氣攪拌鋼液。
注速:下鑄法一般要求有適當注速以保證模中鋼液平穩上升,並調節鑄溫。鑄溫過高時用慢注,過低時用快注。上鑄法要控制注速以減少飛濺。
澆鑄時大氣中的氧將進入鋼錠,使鋼液二次氧化而降低鋼的質量。澆鑄高質量鋼時,需用惰性氣體氬保護與空氣接觸的鋼流,用合成固體渣粉保護模中上升的鋼液面。
鎮靜鋼錠錠身凝固時所造成的體積收縮需用帽頭內鋼液來補充,因此可適當延長帽頭澆鑄時間。一般帽頭注速比錠身注速慢一倍左右。
在鑄錠過程中由於操作不當或注速、鑄溫控制不當,會使鑄成的錠有種種缺陷。常見的缺陷為:鋼錠表面的結疤、重皮和縱、橫裂紋,內部的殘餘縮孔、皮下氣泡、疏鬆和偏析,混入鋼中的耐火物和爐渣、灰塵造成的夾雜等。這些缺陷能大大降低鋼錠的成坯率,甚至使整個鋼錠報廢。
鋼錠一般情況下大致可區分為以下幾類:
未凈鋼
鋼錠只經過了最基本(最低限)的脫氧處理。鋼錠凝固時,鋼錠模的四周及底部生成一層接近純鐵的金屬層,而碳、硫及磷等則於中央收縮孔附近生成偏折。金屬中的氧,會生成一氧化碳卷在金屬內生成氣孔,但氣孔會在熱軋過程中消失。未凈鋼的最大優點在於可獲得幾無缺陷的鋼材表面---表面幾為純鐵的緣故。絕大部份的未凈鋼含碳量均為小於0.1%的低碳鋼。
蓋帽鋼(加蓋鋼)
液中的氧使鋼錠的收縮中心附近的偏折情形,較未凈鋼為低,表面美觀,內部化學成份均勻,機械性質也較未凈鋼為佳。
全凈鋼
液中的氧早在凝固前便完全被脫除成限制在最低限以內避免未凈鋼的邊緣效應。脫氧處理,由在鋼液中添加鐵—硅合金使鋼液中的氧反產生成熔渣而得到均勻的金屬液。
半凈鋼
半凈鋼介於未凈鋼與全凈鋼之間,鋼液中經加了少量的鐵——硅或鋁做為除氧劑,添加的量正好足夠去除未凈鋼的邊緣效應,使氧獲得充份的分解。
真空除氧鋼(真空除氣鋼)
藉由真空處理不需添加任何除氧元素,使鋼液得到充份的除氧效果且鋼中不生成非金屬介在物。處理過程是先增加鋼中的碳含量,然後將鋼液經真空澆鑄,此時碳與氧將反應生成一氧化碳而使鋼液中的碳與氧逐漸降至規定的水準。由於過程中未添加會生成固態氧化物的除氧元素,鋼質非常乾淨。

鋼錠
鎮靜鋼
又稱全脫氧鋼,是凝固過程中鋼液內氧含量低到不會與鋼中碳反應生成一氧化碳氣泡的鋼。鑄前鋼液須經充分脫氧,如用硅和鋁脫氧,鋼中硅含量在0.3%左右,鋁含量在(0.02~0.06%)。鎮靜鋼錠均有縮孔,必須用帶保溫帽的錠模澆鑄。軋制后經過切頭,鋼錠成坯率為85~89%。要求成分均勻、組織緻密的鋼材採用這種鋼錠。鎮靜鋼採用上大下小帶保溫帽的鑄模。近年廣泛採用發熱保溫帽和隔熱板保溫帽等以提高成坯率。
沸騰鋼
鋼液中含氧量較高(0.02~0.04%)、在錠模中發生強烈碳氧反應、生成一氧化碳氣泡,使鋼液在模中沸騰而得名。這種鋼凝固一開始,氣泡就形成並上浮。鋼錠表皮凝固成含鐵較純的殼層。當表層達到所要求的厚度時,在鋼錠頂部加上蓋板,使頂部凝固,阻止氣泡繼續逸出;也可在頂部加入硅鐵、鋁等脫氧進行化學封頂;也有用瓶口式錠模進行封頂。另一種方法是在鋼液凝固成表面層后即向整體鋼液中加鋁脫氧,這種鋼錠稱為外沸內鎮鋼。沸騰鋼一般採用上小下大敞開式的瓶口式鑄模。沸騰鋼錠成坯率高達90~92%,主要用於低碳鋼。
半鎮靜鋼
介於鎮靜鋼和沸騰鋼之間的鋼種。這種鋼內部氣體少,結構接近於鎮靜鋼。半鎮靜鋼澆鑄初期不產生氣泡,當頂部自然凝固封頂后(可採用瓶口模促進封頂),由於鋼液中碳和氧的富集和溫度降低,促使在鋼錠頂部產生少量一氧化碳氣泡,填充整個鋼液的凝固收縮空間。因此,可得到與沸騰鋼相近的鋼錠成坯率。半鎮靜鋼主要用於中等碳含量和中等質量的結構鋼,所用鑄模一般為敞開式上小下大型。
脫模澆鑄完畢的鋼錠,需待內部完全凝固後方可脫模。對裂紋敏感性強的合金鋼錠,脫模后應在熱狀態(>900℃)放入緩冷坑中保溫緩冷,或在不低於750℃溫度下熱送入軋鋼車間的均熱爐或加熱爐。
鋼錠的用途廣泛,按照其經鍛壓、軋製成材的產品類型,可分為以下幾類。
電力用鋼
電力用鋼包括核電、火電、風電、水電等用鋼。
核電:用於核島的核心部件,如蒸發器、主管道、堆芯支撐板、彎管板和發電機組的低壓轉子等大型部件,除要求高強度、高韌性、高均質性外,有的還要求耐核輻射,多採用電渣重熔鋼錠製造,最大錠重達715t。
鋼錠
風電:用於底座、立桿和風力發電機軸的製造。
機械製造用鋼
機械製造業是鋼錠的最大用戶,特別是目前我國已成為世界機械製造大國,大型機械不但要滿足國內需求,還需要大規模出口。其中冶金機械中的大型礦山用破碎機、球磨機,大型高爐爐殼,轉爐托圈、轉軸及傳動系統,寬厚板軋機工作輥、支承輥及萬向接軸、主電機軸,無縫鋼管軋機的浮動芯棒、限動芯棒和其他各類軋機的軋輥、軸承、軸承座等均由鋼錠經鍛造製作;大型礦山機械中的挖掘機鏟斗、鏟臂,起重機吊臂等也是如此。

寬厚板軋機支承輥

基本信息
- 中文名
- 鋼錠
- 外文名
- steel ingot
- 分類
- 沸騰鋼、沸騰鋼和半鎮靜鋼等
- 來源
- 鋼水經盛鋼包注入鑄模凝固形成
- 用途
- 電力、機械製造、高層建築等