不平度
不平度
不平度(waviness)是指扁平軋件(如板帶材)波浪形彎曲的波浪高度與長度之比,舊稱波浪度。寬板材的波浪有時出現在寬度中央、有時出現在兩側邊、有時出現在一側邊,分別叫中浪、雙邊浪、單邊浪;還有時出現在板寬的1/4處,叫1/4浪。板帶越薄、越寬和材料強度越高,波浪越嚴重。有的產品標準規定,冷軋鋼板和鋼帶的不平度按表面質量、寬度和厚度劃分檔次。強度級別高的鋼板不平度的上限允許略有增加。熱軋鋼板和鋼帶的不平度按厚度分檔,強度 級別高的鋼板及調質鋼板,不平度值允許略有增加。
不平度不合格,俗稱瓢曲。尾弧是瓢曲的一種,專指鋼板頭、尾部呈弧狀,尾弧也是中厚板廠中板區常見產品缺陷之一。中板區軋制節奏快,要求在10s內就要完成鋼板的表面檢驗和厚度卡量,這對檢驗工序的要求十分嚴格。為此檢驗人員通過不斷地實踐摸索及改進,總結出了一種能快速準確測量不平度的新檢驗方法。
造成不平度的原因是:壓下量過小,輥型凸度過大 或軋輥熱膨脹,易產生中間浪,壓下量過大,軋輥彎曲,輥型凸度過小,軋輥過冷或軋輥磨損易出現邊浪,軋件兩側壓下不相等或兩側冷卻不均,則出現一側浪。另外板面潤滑不均,軋制時張力過小,軋件也會出現浪形。防止和消除波浪的方法是採用板形控制、彎輥技術、移輻技術、分段冷卻,通過平整機平整,輻式矯直或張力矯直等。
瓢曲產生的原因,主要有輥型加工不良、板坯加熱不均、矯直機操作不當等。而尾弧一般出現在鋼板頭部和尾部,斷面呈圓弧彎曲如圖1,產生原因為斜刀片剪切機的上下刀片有夾角,在剪切端部時,被切開的一段受上剪床向下壓力隨之向下彎曲,直至全部剪掉,使端面呈拱形。
檢驗的依據為GB/T709-2006《熱軋鋼板和鋼帶的尺寸,外形,重量及允許偏差》。其對不平度有如下描述:“將鋼板自由地放在平面上,除鋼板本身重量外不施加任何壓力,用一根長1m或2m直尺距縱邊25mm和橫邊至少200mm區域內任何方向,測量鋼板上表面與直尺間最大距離”。
同時補充“如測量時直尺(線)與鋼板接觸點之間距離小於1000mm,則不平度最大允許值應符合以下要求:對鋼類L,為接觸點間距離(300~1000)mm的1%;對鋼類H,為接觸點間距離(300~1000)mm的115%,但兩者不得超過表1規定(按板寬劃分)”。其中鋼類L指規定的最低屈服強度值不大於460MPa,未經淬火或淬火加回火處理的鋼板。鋼類H指規定的最低屈服強度值大於460~700MPa,以及所有淬火或淬火加回火的鋼板。
用GB/T709-2006替代GB/T709-1988變化之一就是使用2m直尺測量,而對不足1m的補充針對了實際檢驗中不平度在合格邊緣的現象。
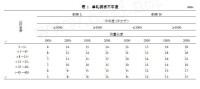
表1
實際工作中測定不平度一般為目測法,對難以把握的,用直尺測量。如圖2所示,以鋼類L板寬小於3m為例,將1m直尺平放並測直尺與鋼板最大距離h值,如果h值小於表1中對應值則合格,大於說明不合格(a,b為直尺與鋼板接觸點),小於1m還應參考補充要求。例如對一塊公稱厚度9mm,寬度2500mm的鋼板進行不平度測量。如果接觸點ab間距800mm,則不平度上限8mm(800mm×1%),查表1,不平度為每米7mm,8mm大於表1規定,但標準要求“不得超過表1規定”,因此以7mm為不平度上限(最大值),當實際測量值h不大於7mm時判鋼板合格;若接觸點ab間距為500mm,則不平度為5mm,查表1不平度為每米7mm,以5mm為不平度上限,當實際測量值h不大於5mm時判鋼板合格。
實際檢驗中的不足之處較多,主要表現在:
1)軋制節奏快,檢驗難以滿足要求。
2)鋼板溫度高,環境差,存在安全隱患。
3)直尺配合捲尺測量存在一定偏差。
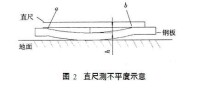
圖2
取一111m長的方管(平直鋁製管),兩端鑽孔(相距1m)安置螺桿。如圖3所示。
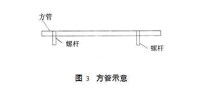
圖3
2個螺桿間距1m,螺桿伸出長度可調節。如有小於1m間距的情況或板面純下凹,用光面測,見圖4。
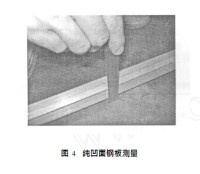
圖4
1)對照表1用短尺調整螺桿使之長度為不平度上限。
2)測量時,螺桿向下,如板面與方管未接觸說明不平度合格;如接觸說明不合格。如圖5。
3)純凹面,用螺桿無法測出,用光面平放,短尺測板面和方管最大距離,如圖6,最大距離小於表1不平度上限表明合格,大於說明不合格。
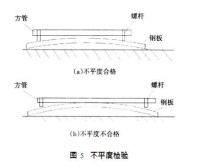
圖5
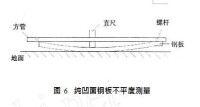
圖6
實際檢驗中一般配2根方管(111m及211m),一根螺桿間距1m,一根螺桿間距2m及一把短鋼尺。根據板寬或需測量部位要求,選擇不同方管。
對板寬2m或以上的鋼板用211m方管測量尾弧;板寬不足2m的選用1m方管測尾弧。此方法測量有如下優點:
1)快速。一放就行,減輕勞動強度,增加檢驗人員安全係數,也不影響生產節奏。
2)準確。只要效准螺桿,輔以短尺,比傳統長直尺捲尺準確。
3)靈活。除測板寬方向尾弧外,對其他部位、方向不平度也可測量。

基本信息
- 中文名
- 不平度
- 別名
- 波浪度
- 外文名
- waviness
- 拼音
- bù píng dù
- 單位
- mm/m
- 相關標準
- GB/T709-2006、GB/T709-1988
- 造成原因
- 壓下量過小
- 所屬學科
- 冶金工程
- 所在領域
- 冶鍊