共找到2條詞條名為刀柄的結果 展開
- 機械主軸與附件工具的連接件
- 夾竹桃科倒吊筆屬植物
刀柄
機械主軸與附件工具的連接件
刀柄是一種工具,是機械主軸與刀具和其它附件工具連接件,目前主要標準有BT、SK、CAPTO、BBT、HSK等幾種規格的主軸型號。
目前主要標準有BT、 SK、CAPTO、BBT、HSK等幾種規格的主軸型號。
SK、CAPTO、BBT、HSK等幾種規格的主軸型號。
刀柄
BT,BBT,均為日本標準,現也是普遍使用的一種標準。
刀柄
SK(DIN6987)德國標準。
傳統刀柄,有ER型,強力型,側固型,平面銑刀型,鑽夾頭,莫氏錐柄。
現代有液壓刀柄,熱脹刀柄,PG(冷壓)型。

刀柄
HSK型性屬於,後期的高速所需誕生的。HSK-E型,F型,都可以在三四萬轉的情況下,正常加工,為高精度的工件,提供了保障。目前,日系標準,BIG的刀柄是比較好的,歐系的REGO-FIX AG比較好。
HSK工具系統是一種新型的高速短錐型刀柄,其介面採用錐面和端面同時定位的方式,刀柄為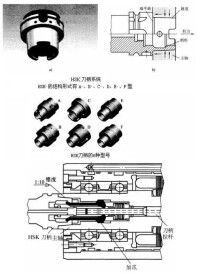 中空,錐體長度較短,錐度為1/10,有利於實現換刀輕型化和高速化。如圖1.2所示。由於採用空心錐體和端面定位,補償了高速加工時主軸孔與刀柄的徑向變形差異,並完全消除了軸向定位誤差,使高速、高精度加工成為可能。這種刀柄在高速加工中心上應用越來越普遍。
中空,錐體長度較短,錐度為1/10,有利於實現換刀輕型化和高速化。如圖1.2所示。由於採用空心錐體和端面定位,補償了高速加工時主軸孔與刀柄的徑向變形差異,並完全消除了軸向定位誤差,使高速、高精度加工成為可能。這種刀柄在高速加工中心上應用越來越普遍。
刀柄
該刀柄的結構與HSK刀柄相似,也是採用了空心短錐結構,錐度為1/10,並且也是採用錐面 和端面同時定位、夾緊工作方式。如圖1.3所示,主要區別在於使用的夾緊機構不同,KM的夾緊結構已申請了美國專利,它使用的夾緊力更大,系統的剛度更高。不過由於KM刀柄錐面上開有兩個對稱的圓弧凹槽(夾緊時應用),所以相比之下顯得單薄,有些零件的強度較差,而且它需要非常大的夾緊力才能正常工作。另外,KM刀柄結構的專利保護限制了該系統的迅速推廣應用。
和端面同時定位、夾緊工作方式。如圖1.3所示,主要區別在於使用的夾緊機構不同,KM的夾緊結構已申請了美國專利,它使用的夾緊力更大,系統的剛度更高。不過由於KM刀柄錐面上開有兩個對稱的圓弧凹槽(夾緊時應用),所以相比之下顯得單薄,有些零件的強度較差,而且它需要非常大的夾緊力才能正常工作。另外,KM刀柄結構的專利保護限制了該系統的迅速推廣應用。
刀柄
它也採用了空心短錐結構,錐度為1/10,並且也是採用錐面和端面同時定位、夾緊工作方式。由於扭矩是由NC5刀柄前端圓柱上的鍵槽傳遞的,刀柄尾部沒有傳遞扭矩的鍵槽,所以軸向尺寸比HSK刀柄短。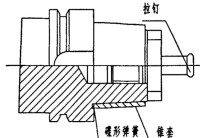 它與前面兩種刀柄的最大區別在於刀柄沒有採用薄壁結構,刀柄錐面處增加了一個中間錐套。KM刀柄和HSK刀柄是通過薄壁的變形來補償刀柄和主軸製造誤差,保證錐面和端面同時可靠的接觸,而NC5刀柄是通過中間錐套的軸向移動達到這個目的。中間錐套的軸向移動動力來自刀柄端面上的碟形彈簧。由於中間錐套的誤差補償能力較強,因此NC5刀柄對主軸和刀柄本身的製造精度的要求可稍低些。另外,NC5刀柄內僅有一個安裝拉釘的螺釘孔,孔壁較厚,強度高,可採用增壓夾緊機構,滿足重切削的要求。這種刀柄的主要缺點是刀柄和主軸錐孔之間增加了一個接觸面,刀柄的定位精度和剛度有所下降。
它與前面兩種刀柄的最大區別在於刀柄沒有採用薄壁結構,刀柄錐面處增加了一個中間錐套。KM刀柄和HSK刀柄是通過薄壁的變形來補償刀柄和主軸製造誤差,保證錐面和端面同時可靠的接觸,而NC5刀柄是通過中間錐套的軸向移動達到這個目的。中間錐套的軸向移動動力來自刀柄端面上的碟形彈簧。由於中間錐套的誤差補償能力較強,因此NC5刀柄對主軸和刀柄本身的製造精度的要求可稍低些。另外,NC5刀柄內僅有一個安裝拉釘的螺釘孔,孔壁較厚,強度高,可採用增壓夾緊機構,滿足重切削的要求。這種刀柄的主要缺點是刀柄和主軸錐孔之間增加了一個接觸面,刀柄的定位精度和剛度有所下降。
刀柄
圖1.5為Sandvik公司生產的CAPTO刀柄。這種刀柄的結構不是圓錐形,而是三棱圓錐,其棱為圓弧形,錐度為1/20,並且空心短錐結構,採用錐面與端面同時接觸定位。三棱圓錐結構可實現兩個方向都無滑動的轉矩傳遞,不再需要傳動鍵,消除了因傳動鍵和鍵槽引起的動平衡問題。三棱圓錐的表面大,使刀柄表面壓力低、不易變形、磨損小,因而精度保持性好。但三棱圓錐孔加工困難,加工成本高,與現有刀柄不兼容,配合會自鎖。
HSK刀柄採用短錐面和法蘭端面同時定位,刀柄為中空結構,短錐體錐度為1:10,刀柄與主軸之間通過膨脹式彈性夾頭鎖緊。HSK刀柄在工作過程中的失效形式主要有兩種:一是由於刀柄材料強度不足,在巨大離心負荷作用下發生破壞;二是由於高速旋轉降低動態夾緊力,使夾緊系統不能提供足夠的夾緊力以確保切削加工的順利進行。因此,對HSK刀柄臨界使用轉速的計算應該從材料強度和夾緊力兩方面進行分析。
半個多世紀以來,加工中心上一直採用7/24錐度的BT刀柄實現刀具與機床主軸的連接。標準的7/24錐面聯結有許多優點,如:可實現快速裝卸刀具;刀柄的錐體在拉杆軸向拉力的作用下,緊緊地與主軸的內錐面接觸,實心的錐體直接在主軸的錐孔內支撐刀具,可以減小刀具的懸伸量;只有一個尺寸需加工到很高的精度,所以成本較低而且可靠。然而,隨切削高速化的發展,刀具要在比以前高得多的轉速下進行切削加工,BT刀柄的連接性能就出現以下主要不足,圖2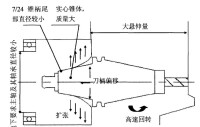 是高速加工時BT工具系統工作示意圖:
是高速加工時BT工具系統工作示意圖:
刀柄
(1)主軸與刀柄不能實現與主軸端面和內錐面同時定位,導致連接剛度低,尤其是在高轉速下,由於離心為的作用,主軸錐孔大端擴張量大於小端擴張量,使得刀柄和主軸的接觸面積減少,工具系統的徑向剛度,定位精度下降。
(2)在高速旋轉下(特別是轉速超過8000rpm后),在離心力作用下刀柄向外的擴張量與主軸孔的擴張量差異明顯,而且在孔口部位擴張量的差異要大於刀柄尾部,在拉杆的作用下,刀柄向後移動導致軸向位置發生變化,影響了加工精度和刀具穩定切削條件。並且主軸停車后,刀柄和主軸徑向彈性回復,容易使刀柄卡死在主軸中,很難拆卸。
(3)主軸的膨脹還會引起刀具及夾緊機構質心的偏離,從而影響主軸的動平衡。
(4)刀柄為實心長錐柄結構,因此質量大,在加工中心上應用時,換刀速度較慢,導致非加工時間較長。

基本信息
- 中文名
- 刀柄
- 外文名
- The handle
- 解釋
- 主軸與刀具和其它附件工具連接件
- 類別
- 工具
- 標準
- SK(DIN6987)