捲煙機械
捲煙機械
捲煙機械(tobacco processing and cigarette manufacturing machinery)是捲煙生產過程中所用的設備,主要有加潮設備、乾燥設備、變形加工設備、捲煙機、濾嘴接裝機、濾棒成型機、包裝機等。
用於使煙葉或煙絲等增加水分的設備,又稱回潮設備。因加潮對象或條件不同,有室式、滾筒式、螺旋式、振動隧道式加潮機等多種形式。螺旋式多用於煙梗加潮,振動隧道式多用在膨脹處理過程中為煙絲或梗絲加潮。

捲煙機械
對於去梗葉片煙包,有多種連續工作的室式加潮機。煙包在回潮室內移動過程中逐段被加潮,隨著加潮而分段將煙葉剝離、抖松。
中國自60年代中期開始製造真空回潮機,以水循環式真空泵為真空源,真空度一般在13330Pa左右。70年代開始應用蒸汽噴射泵和真空泵結合,真空度在6700Pa以下。
俗稱潤葉機,廣泛用於增加或調整煙葉、葉片、煙梗等的水分。主體為一斜置旋轉圓筒,蒸汽和水的噴管和噴頭伸入筒內,直接向物料加汽和加水。有的潤葉機配有熱風裝置,可調整物料的溫度。由於機械性的翻滾和熱的作用,輕度粘結的煙葉和葉片將被鬆散,所以潤葉機也用於使物料鬆散和混合。當配置供料液的裝置時,該機被用作加料設備。
用於減少煙葉、煙梗、煙絲等水分的設備。因物料的狀態和條件不同,有滾筒式乾燥機、網帶式乾燥機、氣流式乾燥裝置、流化床等。
主要用於將煙絲、梗絲中的水分烘乾到符合要求(這時稱為烘絲機),也可用以乾燥葉片、煙梗、煙末等。烘絲機的主體為傾斜放置的旋轉圓筒,傳熱介質通常為蒸汽(或過熱水)和熱空氣。用蒸汽加熱的烘絲機,其內壁布有蒸汽排管,依靠排管表面與煙絲直接接觸傳熱。筒內壁設置抄板,簡單的抄板由管子集束組成,內部通蒸汽,以增加給熱面積。烘絲機多數配有熱風系統,以熱空氣作為輔助熱源和主要調節手段,可以明顯地提高烘絲機的調節靈敏度。熱空氣送入方式有順流和逆流兩種,前者可得到較均勻的煙絲水分,後者可減少煙絲造碎。
在烘絲機后配套裝設有煙絲冷卻裝置,冷卻裝置有滾筒式、振動輸送機式、流化床式等,也可借風力輸送進行冷卻。
由若干工作室連接而成,以網帶作運載工具。工作室一般由乾燥、冷卻和回潮三段組成。物料先在乾燥段乾燥到較低水分,冷卻后再回潮到要求水分。空氣作為工作介質,在機內分段循環。網帶式乾燥機多用於葉片和煙梗的復烤(見煙葉復烤),以及白肋煙加料后烘焙處理。
網帶式乾燥機用於復烤葉片時稱為烤片機,乾燥段溫度70~120℃,冷卻段葉片水分8~10%,回潮段溫度50~60℃,葉片最終水分約12%。用作白肋煙烘焙處理時稱為白肋煙烘焙機,乾燥段溫度70~150℃,冷卻段葉片水分6~8%,葉片最終水分約18%。用於乾燥煙梗時稱烤梗機,可以不設回潮段,烘烤溫度約120℃,烤后煙梗水分11~14%。
掛桿復烤所用復烤機結構和網帶式乾燥機相似,運載工具為鏈條,用以傳送煙桿。復烤溫度一般低於100℃。
一種立式氣力輸送系統,以熱空氣為介質,利用物料和空氣之間較高的相對速度,使物料快速乾燥。多數用於煙絲或梗絲膨脹處理過程,個別也用於葉片復烤。氣流乾燥裝置有擴大的垂直管段,用作乾燥塔;有專設的空氣加熱器,以及一般氣力輸送系統的組件如進料口、落料器、空氣除塵裝置和鼓風機等。在進料口處物料和熱空氣匯合,乾燥后的物料利用落料器與空氣分離。系統工作溫度有時達400℃,物料可在幾秒鐘內乾燥。
80年代初始用於煙草乾燥,主要用於梗絲膨脹過程中的乾燥(見捲煙工藝)。多數與振動輸送相結合,床底為振動輸送器的槽底。流化床作為一種快速乾燥裝置,工作溫度在120~240℃,乾燥時間一般為幾十秒鐘。
變形加工設備 使煙草原料發生形態變化的設備,如打葉機、切絲機、壓梗機、切尖機等。
捲煙機械
卧式打葉機通常由3~4級打葉輥串接成機組,每一級打葉輥配有1~3道風分器。打葉質量較好,煙葉造碎也較少。立式打葉機將幾級打葉輥集中裝於同一直立主軸上,成階梯形排列,框欄與外殼之間的空間作為風分部,將多級的結構合為一體。立式打葉機設備簡單,佔地少,電耗低。
對於扎把煙葉,打葉前配有解把機。當需切尖時,則配切尖機。
將煙葉、葉片、煙梗等切成煙絲的機器。1853年出現的切絲機具有壓實、間歇推進和切割等功能。因切割刀作垂直往複運動,下行程為切割程,上行程為空程,故又稱為上下式切絲機,現已被淘汰。20世紀30年代出現旋轉式切絲機,50年代又有輥刀式切絲機問世。其共同特點是:①刀片作圓周運動。刀頭圓周設置多把刀片,並有自動進刀和磨刀裝置,可以長時間連續工作。旋轉式切絲機的刀頭軸線垂直於刀門平面,輥刀式則平行於刀門平面。②煙葉的壓實和進給採用排鏈結構,加上自動鋪葉機構,適應連續化生產的需要。輥刀式切絲機是應用最廣泛的設備。
切絲機的加工能力與下列參數有關:①刀門橫截面積;②每分鐘切割刀數;③切割寬度。輥刀式切絲機每分鐘切割刀數已達4000刀,加工能力可達每小時5~9t。
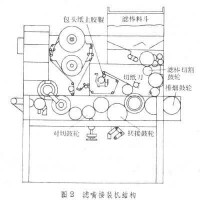
往捲煙端部接裝過濾嘴的專用機器。濾嘴接裝機結構基於平行對接原理,先接成一對,再從中間對切成兩支濾嘴煙。
濾嘴接裝機主要包括煙支、濾嘴、包頭紙供給,搓接、對切和檢測 3部分。大多數動作依靠一系列旋轉鼓輪或槽輪來完成。鼓輪外緣均布凹槽,濾棒和煙支容納在槽里,凹槽底部有小孔,經分配閥與空氣管路相連通。在需要吸住濾棒和煙支的位置時接通負壓管路,當需要釋放濾棒和煙支時接通壓縮空氣管路或通大氣。
從捲煙機來的煙支經排煙鼓輪,使每兩支煙相對的排列在同一槽內,兩煙之間保持足夠的間距以容納濾棒段。濾棒料斗內的濾棒用槽輪逐支取出,在濾棒切割鼓輪處被切成段,每段長度相當於兩個濾嘴的長度。濾棒段依次在排煙鼓輪處落到每對煙支中間。包頭紙經上膠輥,被切紙刀切斷後和煙支濾棒匯合。三者在搓接鼓輪上搓捲成型。最後在對切鼓輪處對切,形成兩支濾嘴煙,經漏氣檢查后輸出。

全自動捲煙機械
複合濾棒(濾嘴)製造大致有兩種類型,一種是濾棒與濾棒複合;一種是濾棒與顆粒狀吸附材料複合,成型機的結構也不同。
包括小包、條包、各種透明紙外包以及裝箱的機器。
1899年開始出現向空煙盒內裝入捲煙的機器。1900年出現能在機器上同時完成制盒和裝煙操作的機器。約1924年發明透明紙外包裝機。30年代中期始有條包機。裝箱機則直到50年代初期才應用。
最常見的小包包裝是軟包。包裝機結構主要包括煙支排列和包裝兩部分。煙支存放在煙支庫內,先經計數和排列。包裝部分要完成裝煙、包襯紙、包商標紙、貼封簽等動作。根據包裝動作的特徵,軟包包裝機可以大致分為兩種類型:①豎包式,經計數及排列的煙支組,沿其軸向被推送前進,多數直接在其外圍包上襯紙和商標紙,這樣包成的小包形式稱為豎包,煙盒最後在小包的兩側搭口成型。②橫包式,煙支組沿徑向移動,採用轉盤式結構,在推進過程中包好襯紙,用中空薄壁盒模的外殼作模子折成空煙盒,包裹好襯紙的煙支組從盒模內推出時即被套入煙盒內,這樣包成的小包形式稱為橫包,煙盒最後在小包的底側搭口成型。80年代以來,自動檢測、自動調節以及藉助於計算機的自診斷系統不斷發展,正在成為新一代包裝機的重要組成部分。小包包裝機的最高速度為350~400包/分。聯機生產,如通過煙支貯存庫和捲煙機的連接,或從小包包裝機開始到條包機的聯合機組也在發展之中。

基本信息
- 中文名
- 捲煙機械
- 外文名
- tobacco processing and cigarette manufacturing mac
- 機械設備
- 加潮設備濕式加潮機滾筒式乾燥機