進給電動機
進給電動機
進給電動機是用於實現進給運動的一類電動機,常用於機床中。進給電動機是通過進給變速機構帶動工作台移動的,操縱相應的手柄和轉盤,就可以獲得需要的進給量。
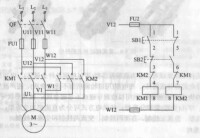
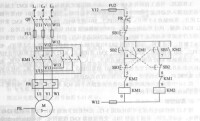
進給電動機正、反轉控制電路
工作原理:當合上自動開關QF時,三相電源因被交流接觸器KMI和KM2主觸點斷開而無法接入電動機定子繞組中,故進給電動機不能啟動。當按下按鈕SB1時(常開觸點1-2閉合,常閉觸點1-5斷開),電流經FU2、SB1常開觸點、SB2常閉觸點、KM2常閉觸點、KM1線圈、FU2形成閉合迴路,此時交流接觸器KM1線圈得電,主觸點閉合,引入三相正序電源至電動機定子繞組,電動機正向啟動並運行,同時交流接觸器KMI的常閉觸點6-7斷開,形成互鎖:當按下按鈕SB2時(常開觸點5-6閉合,常閉觸點2-3斷開),電流經FU2、SBI常閉觸點、SB2常開觸點、KM1常閉觸點、KM2線圈、FU2形成閉合迴路,此時交流接觸器KM2線圈得電,主觸點閉合,引入三相反序電源至電動機定子繞組,電動機反向啟動並運行,同時交流接觸器KM2的常閉觸點3-4斷開,形成互鎖。當鬆開按鈕SB1或SB2時,電動機停止。上述控制過程為點動控制。
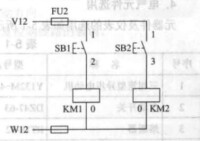
正、反轉控制線路
為了避免以上電源短路事故的發生,就要求保證兩個接觸器不能同時工作。這種在同一時間裡兩個接觸器只允許一個工作的控制作用稱為互鎖或聯鎖。圖5-12為帶接觸器互鎖保護的正、反轉控制線路。在正、反轉接觸器中互串一個對方的常閉觸點,這對常閉觸點稱為互鎖觸點或聯鎖觸點。由接觸器常閉觸點組成的互鎖稱電氣互鎖,由按鈕或行程開關等常閉觸點組成的互鎖稱機械互鎖。這樣,即使在按下正轉啟動按鈕SB1的同時按下反轉啟動按鈕0SB2,反轉交流接觸器線圈也不會得電,主電路也就不會發生短路事故,因為此時兩控制迴路均已斷開。
進給電動機

進給電動機
(2)橫樑與掛架。橫樑的一端裝有掛架,掛架上面有與主軸同軸線的支承孔,用來支承刀桿的外端,以增強刀桿的剛性。橫樑向外伸出的長度可在一定範圍內調整,以滿足不同長度刀桿的需要。
(3)主軸。主軸是一根空心軸,前端有錐度為7:24的錐孔,銑刀刀桿就安裝在錐孔中。主軸的前端有兩個凸鍵,起傳遞扭矩的作用。主軸通過刀桿帶動侁刀作旋轉運動。
(4)主軸變速機構。由主傳動電動機通過變速機構帶動主軸旋轉,操縱床身側面的手柄和轉盤,經變速機構可使主軸獲得18種不同的轉速。
(5)縱向工作台。縱向工作台用來安裝工件或者夾具,並帶動工件做縱向移動。工作台上面有三條T形槽,用來安放T形螺釘以固定夾具和工件。工作台的前面有一條T形槽,用來固定擋鐵,控制侁削長度。
(6)橫向溜板。橫向溜板帶動縱向工作台作橫向移動,橫向溜板和縱向工作台之間有迴轉盤,縱向工作台可作士45“的水平調整,以滿足加工的需要。
(7)升降台。升降台用來支承工作台,並帶動工作台上下移動,銑床進給系統中的電動機和變速機構等就安裝在升降台內。
(8)進給變速機構。進給電動機是通過進給變速機構帶動工作台移動的,操縱相應的手柄和轉盤,就可以獲得需要的進給量。

基本信息
- 外文名
- feed motor
- 領域
- 機電工業