LFT
用於汽車的長纖維增強熱塑材料
LFT,長纖維增強熱塑性材料,英文是Long Fiber reinforced Thermoplastics,是和普通的纖維增強熱塑性材料相比較而言的,通常情況下,纖維增強熱塑性材料中的纖維長度為小於1毫米,而LFT中,纖維的長度一般大於2毫米,目前的加工工藝,已經能夠將LFT中的纖維長度保持在5毫米以上。
長纖維經過專用的模具浸漬專用的樹脂體系,得到被樹脂充分浸潤的長條,然後根據需要切成需要的長度。採用最多的基體樹脂是PP、其次是PA、也有使用PBT、PPS、SAN等樹脂的,只是針對不同的樹脂需要使用不同的纖維,才以達到較好的效果;根據最終用途不同,成品可以是長條的,也可以是帶狀的、一定寬度的板子,甚至可以是棒狀的,直接用於取代熱固性產品。
早在20世紀80年代,歐美國家就提出了LFT的概念。只是,由於當時的纖維浸漬技術以及長纖維粒料的注塑、模壓成型工藝及生產設備相對落後,再加上當時人們在熱塑性塑料的短纖增強、填充及其他改性技術的研究及應用方面取得了很大的進步,從而導致對LFT技術的研究進步緩慢。20世紀90年代中期,隨著汽車工業的快速發展,以及人們對環保及節能意識的增強,尤其是能源危機、石油漲價,促使汽車輕量化成為新型汽車的發展趨勢,也使得人們再次將注意力轉向到了LFT的研究和開發上。
隨著加工工藝的不同,LFT的纖維長度也不同。衝擊性能尤其依賴於纖維長度,因此就機械性能而言,壓縮成型工藝顯著優於注射成型。通常,部件中大約平均5~20毫米長的纖維被認為是長纖維。
在最初的LFT生產中,通常使用樹脂加LFT-G長纖維小球,通過注塑工藝來完成最終的產品,由於LFT-G長纖維小球的纖維長度是有限度的,因此最終的LFT產品性能仍然受到限制,近年來,LFT-D-ILC工藝技術成為LFT產品的代表性加工工藝。
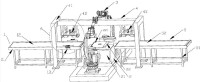
LFT-D-ILC稱為長纖維增強熱塑性材料在線模壓成型工藝技術,英文是Long Fiber reinforced Thermoplastics-Direct processing-In Line Compounding。加工過程如圖所示。這種工藝,在線配混系統集成在成型工藝中,基體顆粒和添加劑被輸送到重量分析給料單元組合中,該單元根據部件的機械性能要求確保適度的混合。通常,著色劑、抗氧化劑、熱穩定劑和交聯劑會提供一個合適的配方。熔融化合物通過一個模頭直接進入配混擠出機(雙螺桿)的開口處。這是加入玻璃粗紗的地方。
為降低粗紗的相互作用,線軸被放在特別設計的粗紗架上。每一條粗紗分別通過一個特殊的塑料管引導,避免了摩擦和靜電排斥。每條粗紗均由一個感測器監測。
粗紗通過管子被加入一個預熱設備中,它們被鋪展在已加熱的鐵桿上。溫度不應再高以防止玻璃纖維被損壞。通過一個特別設計的界面,纖維在進入配混擠塑機時在熔融聚合物中形成取向的排列。
配混機是一個共轉、交叉和自清潔的設備,抽氣在26D、真空輔助或大氣壓下發生。添加劑可以利用一個側向給料設備在14D部位加入。擠出壓力大約是巴,依賴於聚合物的融化流動指數(MFI)。
混煉擠塑機連續地供應塑化原料,在成型溫度下,縫型模頭擠出塊狀模塑原料到一個完全自動化的傳送帶上。傳送帶被一個加熱通道覆蓋以防止擠出的塊狀模塑原料表面溫度下降。當塊狀模塑原料被處理機械手抓住時,加熱通道打開。
塊狀模塑原料被輸送到壓製成型設備中,此設備完成BMC或者SMC工藝的工作,如果需要進一步加工處理,則進入下一個工序。
LFT(長玻纖增強塑料)分析立足於微譜分析技術,通過微觀譜圖分析異型材的各個組分含量,還原基本配方。長纖維增強熱塑性材料,是和普通的纖維增強熱塑性材料相比較而言的。採用最多的基體樹脂是PP、其次是PA、也有使用PBT、PPS、SAN等樹脂的。LFT在汽車中的應用較多,主要優勢是材料可以在其中配混的靈活性。
LFT與其他材料相比
1、LFT與短玻纖增強塑料比較
和傳統的短玻纖增強塑料相比,具備特殊的螺桿、模頭及切割器設計和浸潤劑配方的LFT技術可以得到12mm以上的料粒活片材,纖維長度和料粒長度相當,讓玻璃纖維在最終製品中擁有更長的玻璃纖維長度。一般的短纖維增強,在經過螺桿、注射口、模腔內流動這三個過程后,纖維的長度下降得非常厲害,最終製品中的纖維平均長度已經不到1mm,因此對製品的力學性能的幫助非常有限,而LFT技術,不論是模壓還是注射成型,最終測試製品內的玻璃纖維平均長度仍然不低於4mm,因此大大提高了製品的機械性能。和短纖增強的結構件相比,抗衝擊、抗蠕變性更好,抗熱性能也更優異。
2、LFT與金屬比較
和金屬材料相比,LFT材料有非常低的密度和非常高的比強度,製品加工方法較靈活,材料回收率高,相比材料的成本較低,部件的功能性和整體性很高,LFT的部件加工設備如擠出機、注射劑或壓機、打孔安裝設備、模具,相比昂貴的金屬衝擊設備和模具來說,其成本是很低的,尤其事在生產批量不大的車型,LFT更體現出優異的經濟性。因此,與鋼製結構件相比,LFT使產品重量減輕了很多,並擁有部件合併性能,這樣可以降低成本。
3、LFT與GMT相比較
LFT片材與CMT片材相比較,其突出的優點是:
1、片材在壓制過程中流動性較好。
2、片材價格較低。
3、材料的性能基本上與GMT相同。
若客戶對材料的抗衝擊性能要求較高時,本公司將會提供高抗衝擊性能型號的LFT片材以供需要。
4、LFT與SMC相比較
LFT片材的產品製造工藝與熱固性複合材料玻璃鋼中的SMC(片狀模壓料)十分類似。同樣是用片材在模具中壓制而成。 LFT是硬片材加熱變軟后在模具中冷壓,而SMC是在冷態軟片材放入模具后熱壓成型。
LFT片材與SMC片材相比,其技術性能具有如下優點:
1、無毒、無味,可改善工作環境。
2、質輕,密度只有。
3、邊角料及廢品可循環使用,最大限度減少浪費。
4、強度比SMC高,抗衝擊韌性尤為突出。
5、耐腐蝕、電性能更優良。
6、產品壓制速度比SMC快數倍,生產效率大幅提高。
長纖維增強熱塑性材料(LFT)一直在汽車工業中用在半結構應用領域。它們的主要優點是誘人的成本/性能比和相對較低的密度。歐洲ELV(end of life vehicle)立法推動了這種材料的發展,該立法促進了再循環,因而也促進了熱塑性材料對熱固性材料的取代。
在汽車行業中,LFT主要被用於製作結構和半結構部件,如前端模塊、保險杠大梁、儀錶盤骨架、電池托架、備用輪胎倉、座椅骨架、腳踏板及整體底板等。長纖維增強聚丙烯被用於轎車的發動機罩、儀錶板骨架、蓄電池托架、座椅骨架、轎車前端模塊、保險杠、行李架、備胎盤、擋泥板、風扇葉片、發動機底盤、車頂棚襯架等;長纖維增強的PA,被進一步擴展到引擎蓋內,因為LFT-PA不僅硬度高、重量低,而且高玻纖含量使其熱膨脹係數幾乎與金屬相同,能承受引擎帶來的高溫。
下面介紹LFT的兩種主要材料。LFT-G是短玻纖熱塑性顆粒材料(FRTP)技術創新的成果。早期的FRTP粒料長度雖然可達5~6mm,但經過混煉、切粒、塑化、注塑等工藝流程后,在制品中纖維的最終長度往往小於1mm,僅能作為填充劑增加製品的剛性,而對拉伸強度、抗衝擊性能的提高十分有限。因此,在當時FRTP並非主流的複合材料。為充分發揮注塑成型生產效率高、成本低的優勢,努力將斷纖程度降至最低,20世紀80年代初LFT-G誕生。LFT-G製品生產的工藝與GMT相似,也需要兩個成熟的工藝,即長顆粒的成型和製品的注塑成型或壓塑成型。
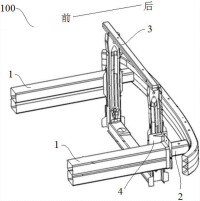
用LFT-G材料生產的混合結構前端框架
使用LFT-D生產的前端框架
相對於回收LFT材料的直接再處理,LFT-D/ILC和定製LFT工藝具有更經濟和更環保的優勢。生產廢棄物和結束生命周期的部件可以加以利用。經過破碎,初期金屬部件和粒子,通過單螺桿造粒設備,生產出最適合的粒子尺寸。
LFT在汽車中的應用快速增多。直接技術例如帶有在線配混功能的LFT-D/ILC工藝,顯示了最高的增長速度。除了經濟上的吸引力,它們的主要優勢是材料可以在其中配混的靈活性。連續可變的纖維含量、不同類型的纖維,再加上工程塑料,打開了潛在的應用領域。
為滿足半結構部件的組件要求,專門用於承重部件的織物增強材料可以整合在LFT-D/ILC技術的進一步發展之中,稱為特製LFT。原型部件顯示,增強的特製LFT部件是金屬/聚合物混合結構的一個重要選擇。
使用無漆薄膜成型(PFM)工藝製備的外部車身板的實現為LFT打開了新的市場。巴斯夫、Dieffenbacher和Fraunhofer Institut Fur Chemische Technologie公司合作研究了平滑表面膜與苯乙烯共聚物(例如ABS、SAN)基LFT 反壓成型的化合物。
研究的主要目的是使用壓縮模塑進行大表面積部件的模具均勻填充技術,避免纖維的破壞和注射點表面的澆口痕迹。壓縮模塑帶來的短循環時間和薄壁厚,還有增強的衝擊性能同樣具有吸引力。加入礦物填料或使用合成的人工或自然纖維以及碳纖維進行材料改性為LFT-D/ILC技術帶來了廣闊的發展潛力,從而產生大量潛在應用的特製材料配方。
