共找到2條詞條名為銼的結果 展開
- 漢字
- 對金屬等材料做微量加工的工具
銼
對金屬等材料做微量加工的工具
銼,手工工具,條形多刃,主要用於對金屬、木料、皮革等表層做微量加工。按橫截面的不同可分為扁銼、圓銼、方銼、三角銼、菱形銼、半圓銼、刀形銼等,也叫銼刀。
銼刀的粗細,是以每10 mm長銼面上的銼齒齒數來劃分。可分為粗銼刀(4~12齒)、細銼刀(13~24齒)和光銼刀(30~40齒,光銼刀又稱油光銼.只用於最後修光表面)。銼刀愈細,銼出的工件表面愈光。
銼,銼刀,鋼銼,為同一產品。
銼削是用銼刀對工件表面進行加工的操作,多用於鋸切或鏨削之後,所加工出的表面粗糙度R可達1.6~0.8 um。銼削是鉗工中最基本的操作。
鋼銼和銼刀一樣大致可分為普通銼、特種銼和整形銼(什錦銼)三類。
普通銼按銼刀斷面的形狀又分為平銼、方錯、三角銼、半圓銼和圓銼五種,平銼用來銼平面、外圓面和凸弧面;方銼用來銼方孔、長方孔和窄平面;三角銼用來銼內角、三角孔和平面;半圓銼用來銼凹弧面和平面;圓銼用來銼圓孔、半徑較小的凹弧面和橢圓面。
特種銼用來銼削零件的特殊表面,有直形和彎形兩種。
整形銼(什錦銼)適用於修整工件的細小部位,有許多各種斷面形狀的銼刀組成一套。
近年來銼的種類也有所增加,比如:馬蹄銼、半圓鋁銼、交紋銼、銼孔銼、鏈鋸銼、四用銼等。
銼刀各部分如圖9-14所示。其大小以工作部分的長度表示。銼刀的銼齒形狀如圖9-15所示。

銼刀構造
1.銼削時必須正確掌握握銼方法,以及施力的變化。
2.銼刀前推時加壓。並保持水平;返回時.不宜緊壓工件,以免磨鈍銼齒和損傷已加工面。
3. 使用大的平銼時,應右手握銼柄,左手壓在銼端上,使銼刀保持水平。用中型平銼時,因用力較小,左手的大拇指和食指捏著銼端,引導銼刀水平移動。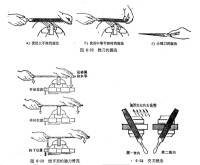
銼
GB/T 5806-2003 鋼銼通用技術條件
GB/T 6060.3-2008 表面粗糙度比較樣塊 第3部分:電火花、拋(噴)丸、噴砂、研磨、銼、拋光加工表面
GB/T 9217.1-2005 硬質合金旋轉銼 第1部分:通用技術條件
GB/T 9217.10-2005 硬質合金旋轉銼 第10部分:錐形圓頭旋轉銼(L型)
GB/T 9217.11-2005 硬質合金旋轉銼 第11部分:錐形尖頭旋轉銼(M型)
GB/T 9217.12-2005 硬質合金旋轉銼 第12部分:倒錐形旋轉銼(N型)
GB/T 9217.2-2005 硬質合金旋轉銼 第2部分:圓柱形旋轉銼(A型)
GB/T 9217.3-2005 硬質合金旋轉銼 第3部分:圓柱形球頭旋轉銼(C型)
GB/T 9217.4-2005 硬質合金旋轉銼 第4部分:圓球形旋轉銼(D型)
GB/T 9217.5-2005 硬質合金旋轉銼 第5部分:橢圓形旋轉銼(E型)
GB/T 9217.6-2005 硬質合金旋轉銼 第6部分:弧形圓頭旋轉銼(F型)
GB/T 9217.7-2005 硬質合金旋轉銼 第7部分:弧形尖頭旋轉銼(G型)
GB/T 9217.8-2005 硬質合金旋轉銼 第8部分:火炬形旋轉銼(H型)
GB/T 9217.9-2005 硬質合金旋轉銼 第9部分:60°和90°圓錐形旋轉銼(J型和K型)
JB/T 7991.3-2001 電鍍超硬磨料製品 什錦銼
QB/T 2569.1-2002 鋼銼 鉗工銼 國家經濟貿易委員會
QB/T 2569.2-2002 鋼銼 鋸銼 國家經濟貿易委員會
QB/T 2569.3-2002 鋼銼 整形銼 國家經濟貿易委員會
QB/T 2569.4-2002 鋼銼 異形銼 國家經濟貿易委員會
QB/T 2569.5-2002 鋼銼 鐘錶銼 國家經濟貿易委員會
QB/T 2569.6-2002 鋼銼 木銼
相關古文
凡鐵銼純鋼為之,未健之時鋼性亦軟。以已健鋼鏨劃成縱斜紋理,划時斜向入,則紋方成焰
(1)划后燒紅,退微冷,入水健。久用乖平
(2)入火退去健性,再用鏨斬划。凡銼開鋸齒用茅葉銼
(3)後用快弦銼(4)治銅錢用方長牽銼,鎖鑰之類用方條銼,治骨角用劍面銼(朱注所謂鐿錫
(5)治木末則錐成圓眼,不用縱斜文者,名曰香銼(划銼紋時,用羊角末和鹽醋先塗)。
——選自《天工開物·鍛錘》
(1)焰:火焰狀花紋。
(2)乖平:磨損。
(3)茅葉銼:三角銼。
(4)快弦銼:半圓銼。
銼刀是用純鋼製成的,在銼刀淬火之前,它的鋼質銼坯還是比較軟的。這時先用經過淬火的硬鋼小鑿在銼坯表面劃出成排的縱紋和斜紋,注意在開鑿銼紋時要斜向進刀,紋溝才能有火焰似的鋒芒。開鑿好后再將銼刀燒紅,取出來稍微冷卻一下,放進水中進行淬火,銼刀此時便告成功了。銼刀使用時間太長了後會變得平滑,這時應先行退火使得鋼質變軟,然後再用鋼鑒開鑿出新的紋溝。各種銼刀各有其不同用處:開鋸齒可以選擇先用三角銼,然後再用半圓銼;修平銅錢可以選擇用方長牽銼;加工鎖和鑰匙一類可以選擇用方條銼;加工骨角可以選擇用劍面銼;加工木器則可以選擇用香銼,香銼沒有成排縱的縱紋和斜紋,而是錐上許多圓眼(開鑿銼紋時,要先將鹽、醋及羊角粉拌和,塗上后再鑿)。

基本信息
- 中文名
- 銼
- 外文名
- file
- 別名
- 銼刀、鋼銼
- 材質
- 鋼
- 用途
- 對金屬、木料、皮革等表層做微量加工
- 分類
- 普通銼、特種銼和整形銼(什錦銼)三類