管螺紋標準
衡量管螺紋大小尺寸的標準
管螺紋標準來源於英制惠氏螺紋,是衡量管螺紋大小的基本尺寸。通常按1/16錐度關係,惠氏螺紋的徑向直徑公差轉化為英制密封管螺紋的軸向牙數公差。
55度管螺紋:主要用來進行管道的連接,使其內外螺紋的配合緊密,有直管和錐管兩種。常見的管螺紋主要包括以下幾種:NPT、PT、G等。
管螺紋類:
.制管螺紋(°)
包括:般密封管螺紋(),非密封管螺紋(),韓舊制管螺紋(、)
2.美製管螺紋(60°)
包括:一般密封管螺紋(NPT、NPSC),干密封管螺紋(NPTF、NPSF、NPSI、PTF-SAESHORT),非密封管螺紋(NPSM、NPSL、NPTR、NPSH、NH、NHR)
3.米制管螺紋(60°)
包括:一般密封米制管螺紋(M,M),非密封米制管螺紋(M)。
參考《公制、美製和英制螺紋標準手冊(第三版)》
我國舊的機械製圖標準裡面:55°密封圓錐管螺紋代號為ZG,60°一般密封圓錐管螺紋代號為Z,
我國新的機械製圖標準裡面:55°密封圓錐管螺紋改為柱內螺紋/錐外螺紋(R/R),錐內螺紋/錐外螺紋(R/R);60°一般密封圓錐管螺紋代號為NPT(參照美國標準制定)。詳情參見國標GB/T7306-2000。
新舊標55°非密封圓柱管螺紋代號均為G。
英制管螺紋(55°)
1.英制管螺紋(55°)
⑴55°英制密封管螺紋(R)
英制密封管螺紋的完整標記由螺紋特徵代號、螺紋尺寸代號和旋向代號組成。
當螺紋為左旋時,應在加註旋向代號“LH”;右旋螺紋的旋向代號省略不標。
①圓柱內螺紋與圓錐外螺紋
螺紋特徵代號:R——表示圓柱內螺紋;
R——表示與圓柱內螺紋相配合的圓錐外螺紋;
表示螺紋副時,螺紋特徵代號為R/R(柱內螺紋/錐外螺紋)
標記示例:
尺寸代號為3/4的右旋圓柱內螺紋,標記為R3/4;
尺寸代號為3/4的左旋圓柱內螺紋,標記為R3/4LH;
尺寸代號為3的右旋圓錐外螺紋,標記為R3;
由尺寸代號為3的右旋圓柱內螺紋和圓錐外螺紋組成的螺紋副,標記為R/R3
②圓錐外螺紋與圓錐內螺紋
螺紋特徵代號:R——表示圓錐內螺紋;
R——表示與圓錐內螺紋相配合的圓錐外螺紋;
表示螺紋副時,螺紋特徵代號為R/R(錐內螺紋/錐外螺紋)
標記示例:
尺寸代號為3/4的右旋圓錐內螺紋,標記為R3/4;
尺寸代號為3/4的左旋圓錐內螺紋,標記為R3/4LH;
尺寸代號為3的右旋圓錐外螺紋,標記為R3;
由尺寸代號為3的右旋圓錐內螺紋和圓錐外螺紋組成的螺紋副,標記為R/R3
⑵55°英制非密封管螺紋(G)
英制非密封管螺紋的完整標記由螺紋特徵代號,螺紋尺寸代號,中徑公差等級代號和旋向代號組成。
英制非密封圓柱螺紋的特徵代號為:G
對英制非密封圓柱內螺紋,其中徑公差等級代號省略不標;而英制非密封圓柱外螺紋的中徑公尺等級代號分別為A和B。
左旋螺紋的旋向代號為LH;右旋螺紋的旋向代號省略不標。
當表示英制非密封管螺紋的螺紋副時,僅標註外螺紋的標記代號。
示例:
尺寸代號為2的右旋,非密封圓柱內螺紋:G2
尺寸代號為3的A級,右旋,非密封圓柱外螺紋:G3A
尺寸代號為4的B級,左旋,非密封圓柱外螺紋:G4B-LH
尺寸代號為2的右旋,非密封圓柱內螺紋與A級圓柱外螺紋組成的螺紋副:G2A
加工內孔螺紋的是管螺紋絲錐加工外螺紋的有板牙。
2.美製管螺紋(60°)
⑴60°美製密封管螺紋(NPT、NPSC)
美製密封管螺紋的完整標記由螺紋特徵代號、螺紋尺寸代號和螺紋牙數組成。
對於標準螺紋,允許省略標記內的螺紋牙數項。
對於左旋螺紋,應在尺寸代號后加註“LH”。
螺紋特徵代號:NPT——圓錐管螺紋
NPSC——圓柱內螺紋
標記示例:
尺寸為3/4、14牙的右旋圓柱內螺紋:NPSC3/4-14或NPSC3/4
尺寸為6的右旋圓錐內螺紋或圓錐外螺紋:NPT6
尺寸為14的左旋圓錐內螺紋或圓錐外螺紋:NPT14-LH
⑵60°美製干密封管螺紋(NPTF、NPSF、NPSI、PTF-SAESHORT)
參見國標GB/T27944-2011
其他:
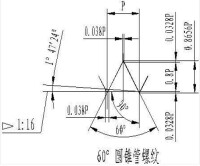
55°圓錐管螺紋的轉化
55°圓錐管螺紋,是指螺紋的牙型角為55°、螺紋具有1:16的錐度。該系列螺紋在世界上應用廣泛,它的代號,各國規定不同。
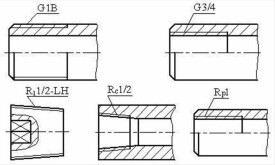
中國英國法國日本iso
代號ZGR(外)GPTR
R(外螺紋)Rc(內)RRRc
60°圓錐管螺紋的轉化
60°圓錐管螺紋是指牙型角為60°、螺紋錐度為1:16的管螺紋,此系列螺紋在我國機床行業和美國、前蘇聯應用。它的代號,我國過去規定為K,後來規定為Z,新標準改為NPT。
60度
管螺紋的檢驗分為兩個種,即柱/錐檢驗和錐/錐檢驗。
柱/錐檢驗參照國家標準GB/T22091。1-2008,使用量規No。1,No。2,No。3,No。4,No。5,No。6。
錐/錐檢驗參照機械行業標準JB/T10031-1999,使用R,RA,RB。
公制螺紋是60度等邊牙型,英制螺紋是等腰55度牙型,美製螺紋為等邊60度牙型;
公制螺紋用公制單位(如mm),美英制螺紋用英制單位(如英寸);
“行內人”通常用“分”來稱呼螺紋尺寸,一英寸等於8分,1/4英寸就是2分,以此類推。
另外還有:ISO—公制螺紋標準60度;UN—統一螺紋標準60度;API—美國石油管螺紋標準60度;W—英國惠氏螺紋標準55度;
NPTBSP螺紋技術----NPT,PT,G螺紋的區別
NPT,PT,G各種螺紋的區別
NPT,PT,G都是管螺紋.
NPT是National(American)PipeThread的縮寫,屬於美國標準的60度錐管螺紋,用於北美地區.國家標準可查閱GB/T12716-1991
PT根據國家標準出版社2009年版《公制、美製和英制螺紋標準手冊(第三版)》,是韓國日本使用的55°舊英制密封圓錐管螺紋,日本的標準號為JISB0203,韓國的標準號為KSB0222,其中P表示管螺紋(Pipe),T表示圓錐(taper),由於我國與兩國鄰近,故常會見到,對應國標查閱GB/T7306.2。國內舊標準叫法為ZG。
G是55°非密封管螺紋,屬惠氏螺紋家族.標記為G代表圓柱螺紋.國家標準可查閱GB/T7307-2001
另外螺紋中的1/4、1/2、1/8標記是指螺紋尺寸的代號,單位是英寸.行內人通常用分來稱呼螺紋尺寸,一寸等於8分,1/4寸就是2分,如此類推.G就是管螺紋的統稱(Guan),55,60度的劃分屬於功能性的,俗稱管圓。即螺紋由一圓柱面加工而成。
ZG俗稱管錐,即螺紋由一圓錐面加工而成,一般的水管接頭都是這樣的,舊國標代號,新國標代號為Rc。公制螺紋用螺距來表示,美英制螺紋用每英寸內的螺紋牙數來表示,這是它們最大的區別,公制螺紋是60度等邊牙型,英制螺紋是等腰55度牙型,美製螺紋60度。公制螺紋用公制單位,美英制螺紋用英制單位。管螺紋主要用來進行管道的連接,其內外螺紋的配合緊密,有直管與錐管兩種。公稱直徑是指所連接的管道直徑,顯然螺紋直徑比公稱直徑大。1/4,1/2,1/8是英制螺紋的公稱直徑,單位是英寸。
英制管螺紋來源於英制惠氏螺紋,惠氏螺紋的管路系列與惠氏螺紋牙型組合建立起了英制管螺紋的基本尺寸。按1/16錐度關係,惠氏螺紋的徑向直徑公差轉化為英制密封管螺紋的軸向牙數公差(存在一定量的修約和調整)。再參照英制密封管螺紋的公差值提出英制非密封管螺紋的公差(公差由單向分佈變為單向分佈,放鬆頂徑公差,放開底徑公差)。三種螺紋提出的時間為:
1841年,提出英國惠氏螺紋,1905年,頒布惠氏螺紋新標準(BS84)。
1905年,頒布英制密封管螺紋標準(BS21)。
1905年至1940年,由惠氏螺紋履行英制非密封管職責。1940年,提出惠氏螺紋的非密封管螺紋系列(BSP系列);1956年,單獨頒布英制非密封管螺紋標準(BS2779)。
歐洲國家和英聯邦國家首先接受了英制管螺紋標準。ISO/TC5/SC5管螺紋標準化技術委員會及其秘書處受歐洲國家控制,英制管螺紋標準被ISO標準採用。1955年,ISO提出英制密封管螺紋標準(ISOR7);1961年,ISO提出英制非密封管螺紋標準(ISOR228)。1978年,ISO頒布了兩種英制管螺紋的正式標準(ISO7-1和ISO228-1)。英制管螺紋已被北美洲已外的國家所普遍接受,廣泛的應用於國際貿易中。
ISO標準內的英制管螺紋已轉化為米制單位制。英制管螺紋的米制化方法非常簡單,將原來管螺紋的英寸尺寸乘以25。4就轉化為毫米尺寸。英制管螺紋尺寸在被淘汰的問題。所謂要使用真正的管螺紋標準是不現實的。這裡不存在真米制管螺紋與假米制管螺紋之分。
英制密封管螺紋有兩種配合方式:“柱/錐”和“錐/錐”。兩種英制密封管螺紋使用不同的螺紋環規(圓柱螺紋環規和圓錐螺紋環規)和螺紋塞規(基準平面的位置不同,兩者基準平面相距半牙)。歐洲國家主要採用“柱/錐”配合螺紋;而歐洲以外國家則主要採用“錐/錐”配合螺紋。
同一個密封管螺紋件,歐洲國家檢驗合格的管螺紋,歐洲以外國家檢驗則可能不合格。國際貿易中一定要注意這種差異否則可能出現廢品。1994年前,ISO的英制密封管螺紋標準及其量規標準是按“錐/錐”配合體系設計的。我國的英制密封管螺紋產品可以直截進入國際市場。而歐洲國家的管螺紋的管螺紋產品則處於不利的地位。2000年以後,ISO的英制密封管螺紋標準及其量規標準是按“柱/錐”配合題系設計的。我國原有的英制密封管螺紋產品進入國際市場就會遇到困難。為此,我國於2000年修訂了英制密封管螺紋國家標準。將原來的一個螺紋標準變為兩個螺紋標準,以此提示設計者要注意兩種配合螺紋的不同和正確選用。日本在1999年修定英制密封管螺紋標準時,仍然堅持採用1994年前的ISO標準。所以,2000年以後的國際英制密封管螺紋市場更加複雜,國內廠家要備加小心。
英制密封管螺紋為一般用途的密封管螺紋,使用中要在螺紋副內加入密封添料。其特點是比較經濟,加工精度要求適中。不加密封添料就可以保證密封連接的螺紋為干密封管螺紋。英制管螺紋體系內沒有干密封管螺紋。
密封管螺紋具有機械連接和密封兩大功能;而非密封管螺紋僅有機械連接一種功能。所以密封管螺紋的精度要嚴於非密封管螺紋的精度。有些人看到非密封管螺紋的中徑公差為密封管螺紋中徑公差的一半,認為非密封管螺紋的精度高於密封管螺紋的精度,這種觀點是不正確的,密封管螺紋對牙型精度有要求。其大徑,中徑和小徑的公差是相同的;其牙側角和螺距誤差對密封性能有較大影響。而非密封管螺紋對牙型精度基本沒有要求。其頂徑公差大於中徑公差;其底徑沒有公差要求。;另外,有些人認為可以用非密封圓柱內螺紋與密封圓錐外螺紋組成配合。這種觀點也是錯誤的。這樣做就等於放鬆了密封內螺紋的精度要求,管螺紋的密封就可能出問題。
由於密封管螺紋的使用場合,加工精度,裝配和檢測等技術的不同,當前的管螺紋標準無法保證所有的符合標準規定的螺紋件都能實現密封。在英制密封管螺紋標準內無法提出統一的螺紋單項參數的精度要求。這些單項螺紋參數對密封性能有直接影響。解決問題的根本出路是針對自己特定的產品,各個行業或公司制定自己的內控措施。這些參數的內控指標一般對外是保密的。對其它行業的公司也是不通用的,生產廠家對此要有清醒的認識。密封管螺紋標準不是萬能的,密封問題可能需廠家自己留心注意。1987年以前,我國沒有美製和英制管螺紋標準。可是生產中又無法迴避這兩種國際普遍使用的管螺紋標準,為此,舊機械製圖標準曾經自行規定過美製和英制管螺紋的標記代號,這些螺紋代號來源於漢語拼音字母,根本沒有考慮與國外標準管螺紋標準代號是否一致。由於此標準只規定了螺紋代號而沒有規定螺紋參數,同一個螺紋代號在不同企業或行業所表示的螺紋參數可能也有差異。出現廢品時沒有依據判斷誰對誰錯。1987至1991年,我國頒布了英制管螺紋標準。從此,管螺紋代號和標記應服從管螺紋標準的規定。舊機械製圖標準所規定的管螺紋代號應該立即廢止。
基本信息
- 中文名
- 管螺紋標準
- 密封管螺紋
- 國標查閱GB/T 7306-2000
- 惠氏螺紋
- 國標查閱GB/T7307-2001
- 作用
- 主要用來進行管道的連接
- NPT
- 國標查閱GB/T12716-2011