粗磨
粗磨
在鑽石加工中使用較多的術語。指在加工圓形明亮琢型、混合琢型或各種花式琢型時,靠一顆鑽石磨另一顆鑽石使鑽石的腰棱初具輪廓的過程。與打圓、磨腰棱應是指同一過程。
國內一些文獻中稱為“圈形”。早先這道工序是手工操作,19世紀開始使用動力傳動的粗磨機。從20世紀80年代開始採用了一種新的粗磨方法,兩顆鑽石被放置在粗磨機上,每顆鑽石相對另一顆轉動。轉動方向定期改變,並將一顆鑽石前後移動。
粗磨工序在整個瓷質磚拋光生產線中是一個新增加的工序,20世紀90年代中期在國外開始研製和試生產粗磨設備,到1998年下半年,我國廣東科達陶瓷機械廠研製出該設備。
此道工序在拋光生產線中位於刮平工序和拋光工序中間,它起到掃平刮平刀痕,使磚面平整,為拋光工序打好基礎,可起到節省粗拋磨塊,提高拋光線速度的效果,但由於該工序使用的都是金剛砂磨輪,每組安裝8個磨輪,因此磨具消耗費用高,再由於本工序對磨頭的旋轉精度要求很高,由此而引起了修理頻繁,更換軸承頻繁。而軸承都是用進口高精度軸承,費用昂貴,維修難度大,因此沒有得到大面積推廣。
2003年改為每頭6個磨輪,2004年、2005年又對粗磨頭的潤滑系統進行了改進,改進后的粗磨頭使用性能得到了很大的提高,粗磨工序主要由粗磨機和圓柱磨輪組成。

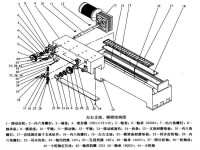
粗磨機外觀圖
(1)機架部分
粗磨機機架部分基本上是借用刮平機機架的圖紙製作的,在此不再作敘述。
左右支座及橫樑部分
左、右支座和橫樑都是用鋼板焊接而成的,經熱穩定消除應力后再進行機械加工,要求要有足夠的強度和剛性。橫樑是用於懸掛粗磨頭的。根據需要,一根梁可同時懸掛2~6個粗磨頭。磨650mmX 650mm以上磚的橫樑則需要做成擺動式,也有把磨800mmX800mm以下磚的粗磨機做成固定式橫樑。固定式橫樑用的左右支座結構簡單,在此不作敘述。
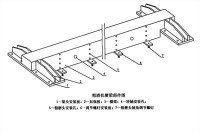
粗磨機橫樑部件圖
其擺動原理是擺動減速機電機得電后通過減速機、擺動軸帶動擺動齒輪在齒條上做水平滾動,因齒條是固定在支座上的,從而推動橫樑、橫樑座在直線圓柱滾子支承上向前(操作面)做水平運動。當遇到前限位開關時,擺動減速機電機改變旋轉方向,從而推動橫樑向後(非操作面)做水平運動;當遇上后限位開關時,擺動減速機電機又恢復原旋轉方向,橫樑又向前水平運動,就這樣實現往複擺動。限位輪軸(27)上的軸承(26)用來控制橫樑左右移位。小輪軸(44)上的軸承(43)用來控制橫樑在擺動時向上竄動。
滑塊升降部分沿用刮平機的導軌、滑塊結構形式。導軌右圖(28)、滑塊是用鑄鐵澆鑄而成,粗磨機的滑塊是與箱體右圖(57)做成一體的,經機械加工配刮后裝配成導軌副組件,導軌的底座懸掛在橫樑上,粗磨頭安裝在滑塊上,通過升降減速機右圖(43)、升降螺桿右圖(50)、螺母右圖(51)來帶動粗磨頭升降。升降電機功率和組合減速蝸箱的減速比都與刮平機一樣。
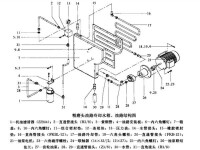
(3)粗磨頭部件
粗磨頭部件是以6個高速旋轉(自轉)的金剛砂磨輪在公轉的作用下,對刮平磚掃平刮平刀痕,進一步提高待拋磚的平整度,從而達到提高拋光磚的產量和拋光磚的質量,節約拋光磨具的效果,如右圖粗磨頭外觀圖所示。粗磨頭分為上、下兩部分。上部叫粗磨頭上部,它由升降減速機、主傳動(自轉)電機、潤滑油冷卻水箱、導軌、公轉電機及減速蝸箱、上部箱體、油泵電機組成。粗磨頭下部通稱粗磨頭,由后擋水罩、粗磨頭體、粗磨輪、環型噴水管、前擋水罩、觀察門組成。
(4)粗磨頭冷卻系統
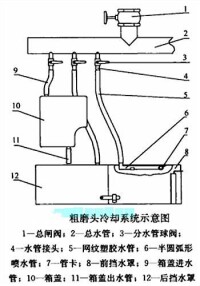
粗磨頭冷卻系統
由於磨輪高速旋轉,並且與磚產生切削關係,所以產生很大的熱量,齒輪高速旋轉也會產生熱量,同時,磨輪在切削磚面時也會產生很大的切削熱和粉塵。因此就要有足夠的冷卻水,通常是把冷卻水管做半圓弧狀,在朝磚面的方面均勻鑽制小孔,將冷卻水管裝在防塵罩內頂板上,工作時冷卻水經總閘閥、總水管、分水管球閥、水管接頭、網紋塑膠水管進入半圓弧形噴水管,從半圓弧形噴水管小孔中噴出,要求噴在磨輪上,由於磨輪是高速旋轉,把冷卻水飛濺開來,落到粗磨頭的各個部位,起到冷卻作用,同時沖走磨削下來的粉塵。由於有前防塵罩、後防塵罩,水不會飛濺到外面,防塵罩起到保護作用。
油路冷卻水箱、油路部分結構
(6)粗磨機傳動部分
與刮平機相應機型完全一樣。
(7)粗磨機電氣控制部分
與刮平機基本一樣,只是有個別電機功率不同而產生斷路器的規格不同,其他都大同小異,因此不作詳細敘述。
與圓珠的粗磨和細磨不同的是,橢圓珠和扁圓珠的珠坯粗磨、細磨不能使用砂盤粗磨機和環槽粗磨機,而是使用滾筒研磨機。滾筒研磨機的工作原理和操作方法前面已講了不少,這裡不再複述。要提及的是,粗磨和細磨時,注意磨料粒度與珠坯硬度的關係,珠坯、磨料和水的比例,以及滾筒的轉速。
採用弧面型寶石的琢磨方法同樣可以達到粗磨和細磨珠坯的目的,但工效較低。
