共找到72條詞條名為機械製圖的結果 展開
- 機械製造學科
- 面向21世紀課程教材
- 2010年出版錢可強、邱坤編著圖書
- 陳意平所著的書籍
- 第4版
- 高等職業教育人才培養創新教材出版工程:機械製圖
- 海洋出版社出版書籍
- 2014年出版胡勝編著圖書
- 塗晶潔、左桂蘭、畢晴春、楊光等編著書籍
- 2011年出版楊銘編著圖書
- 郭紀林等編著書籍
- 聶輝文主編書籍
- 2009年出版胡建生編著圖書
- 王超、郝強、鄭曉坤編著書籍
- 2009年出版周友梅,王小玲編著圖書
- 2010年出版楊老記,馬英編著圖書
- 機械製圖:武俊秋2014年編著
- 張榮、楊力編著書籍
- 機械工業出版社出版的圖書
- 機械製圖:2014年8月清華大學出版社出版
- 楊曉紅、劉海漁編著書籍
- 2008年出版洪有倫,唐麗君編著圖書
- 2010年出版邱靜波,吳明明,董義香編著圖書
- 2011年出版安增桂,田耘編著圖書
- 2009年中南大學出版社出版的圖書
- 2009年出版侯自濤編著圖書
- 2009年出版李桂福編著圖書
- 2012年出版楊老記,馬英編著圖書
- 化學工業出版社2018年出版圖書
- 2012年出版牟志華編著圖書
- 2013年出版董述欣、楊福軍編著圖書
- 鄧啟超、湯精明主編書籍
- 2009年出版張培訓,李玉保編著圖書
- 2010年出版金大鷹編著圖書
- 2014年郝立華編著的圖書
- 甘瑞霞、劉旭編著書籍
- 2006年出版潘陸桃編著圖書
- 2010年出版張萌克編著圖書
- 劉雅榮、王敬艷、陶靜萍編著書籍
- 亓華、劉青山編著書籍
- 陳世芳著圖書
- 宋金虎主編書籍
- 李一棟、楊書婕編著書籍
- 袁世先主編書籍
- 2011年出版張自楠編著圖書
- 2020年湖南省職業教育優秀教材
- 化學工業出版社2007年出版圖書
- 付賜壽、馬玉青、佟顯軍主編書籍
- 楊春蘋、王志強主編書籍
- 2015年化學工業出版社出版的圖書
- 張元瑩、郭紅利主編書籍
- 多學時
- 少學時雙色版
- 第3版
- 第6版
- 少學時
- 少學時
- 修訂本
- 第二版
- 少學時
- 高級
- 第三版
- 第7版
- 多學時
- 機械製圖——職業院校數控技術應用專業系列教材
- 機械類、近機械類專業適用
- 第二版
- 項目式教學
- 少學時
- 第3版
- 第二版
- 中級工
機械製圖
機械製造學科
機械製圖是用圖樣確切表示機械的結構形狀、尺寸大小、工作原理和技術要求的學科。圖樣由圖形、符號、文字和數字等組成,是表達設計意圖和製造要求以及交流經驗的技術文件,常被稱為工程界的語言。另外機械製圖也是大多高等院校機械類及相關專業開設的一門基本必修課程之一。
用圖來狀物 紀事的起源很早,如中國宋代蘇頌和趙公廉所著《新儀象法要》中已附有天文報時儀器的圖樣,明代宋應星所著《天工開物》中也有大量的機械圖樣,但尚不嚴謹。1799年,法國學者蒙日發表《畫法幾何》著作,自此機械圖樣中的圖形開始嚴格按照畫法幾何的投影理論繪製。
為使人們對圖樣中涉及到的格式、文字、圖線、圖形簡化和符號含義有一致的理解,後來逐漸制定出統一的規格,並發展成為機械製圖標準。各國一般都有自己的國家標準,國際上有國際標準化組織制定的標準。中國的機械製圖國家標準制定於1959年,后在1974年和1984年修訂過兩次。在機械製圖標準中規定的項目有:圖紙幅面及格式、比例、字體和圖線等。在圖紙幅面及格式中規定了圖紙標準幅面的大小和圖紙中圖框的相應尺寸。比例是指圖樣中的尺寸長度與機件實際尺寸的比例,除允許用1:1的比例繪圖外,
機械製圖
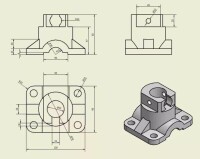
表達機械結構形狀的圖形是按正投影法(即機件向投影面投影得到的圖形)。按投影方向和相應投影面的位置不同,常用視圖分為主視圖、俯視圖、左視圖和斷面圖(舊稱剖面圖)等。(另外幾種視圖有后視圖,仰視圖,右視圖。但不常用)視圖主要用於表達機件的外部形狀。圖中看不見的輪廓線用虛線表示。機件向投影面投影時,觀察者、機件與投影面三者間有兩種相對位置。機件位於投影面與觀察者之間時稱為第一角投影法。投影面位於機件與觀察者之間時稱為第三角投影法。兩種投影法都能同樣完善地表達機件的形狀。中國國家標準規定採用第一角投影法。剖視圖是假想用剖切面剖開機件,將處在觀察者與剖切面之間的部分移去,將其餘部分向投影面投影而得到圖形。剖視圖主要用於表達機件的內部結構。剖面圖則只畫出切斷面的圖形。斷面圖常用於表達桿狀結構的斷面形狀。
對於圖樣中某些作圖比較繁瑣的結構,為提高製圖效率允許將其簡化后畫出,簡化后的畫法稱為簡化畫法。機械製圖標準對其中的螺紋、齒輪、花鍵和彈簧等結構或零件的畫法制有獨立的標準。圖樣是依照機件的結構形狀和尺寸大小按適當比例繪製的。圖樣中機件的尺寸用尺寸線、尺寸界線和箭頭指明被測量的範圍,用數字標明其大小。在機械圖樣中,數字的單位規定為毫米,但不需註明。對直徑、半徑、錐度、斜度和弧長等尺寸,在數字前分別加註符號予以說明。製造機件時,必須按圖樣中標註的尺寸數字進行加工,不允許直接從圖樣中量取圖形的尺寸。要求在機械製造中必須達到的技術條件如公差與配合、形位公差、表面粗糙度、材料及其熱處理要求等均應按機械製圖標準在圖樣中用符號、文字和數字予以標明。20世紀前,圖樣都是利用一般的繪圖用具手工繪製的。20世紀初出現了機械結構的繪圖機,提高了繪圖的效率。20世紀下半葉出現了計算機繪圖,將需要繪製的圖樣編製成程序輸入電子計算機,計算機再將其轉換為圖形信息輸給繪圖儀繪出圖樣,或輸送給計算機控制的自動機床進行加工。
圖樣一般需要描繪成透明底圖,用透明底圖洗印出藍圖或用氨熏出紫圖。20世紀中期出現了靜電複印機,這種複印機可將原圖樣直接進行複製,並可將圖放大或縮小。採用這種新技術可以省去描圖工序。
機械製圖優先採用A類標準圖紙:A類主要有:A0(1189mm×841mm)、A1(841mm×594mm)、A2(594mm×420mm)、A3(420mm×297mm)、A4(297mm×210mm)、A5(210mm×148mm)等11種規格。必要時也允許選用所規定的加長幅面的B類和C類,加長幅面的尺寸由基本幅面的短邊成整數倍增加后得出。
在圖紙上,圖框線必須用粗實線畫出,其格式分為不留裝訂邊和留有裝訂邊兩種,但同一產品的圖樣只能採用一種格式。
對標題欄的內容、格式和尺寸作了規定,標題欄的文字方嚮應為看圖方向,標題欄的外框為粗實線,裡邊是細實線,其右邊線和底邊線應與圖框線重合。
比例是圖中圖形與實物相應要素的線性尺寸之比。需要按比例繪製圖樣時,應由規定的系列中選取適當的比例。為了能從圖樣上得到實物大小的真實感,應盡量採用原值比例(1:1),當機件過大或過小時,可選用表規定的縮小或放大比例繪製,但尺寸標註時必須注實際尺寸。一般來說,繪製同一機件的各個視圖應採用相同的比例,並在標題欄中填寫。當某個視圖需要採用不同比例時,可在視圖名稱的下方或右側標註比例。
圖樣中書寫的字體必須做到:字體工整、筆畫清楚、間隔均勻、排列整齊。字體的高度(用h表示)的公稱尺寸系列為1.8,2.5,3.5,5,7,10,14,20mm。字體高度代表字體的號數。1. 漢字應寫成長仿宋體,並應採用國家正式公布推行的簡化字。漢字的高度不應小於3.5mm,其字寬一般為字高的2/3。長仿宋體的書寫要領是:橫平豎直,注意起落,結構勻稱,填滿方格。2. 數字和字母有直體和斜體兩種。一般採用斜體,斜體字字頭向右傾斜,與水平線約成75°角。在同一圖樣上,只允許選用一種形式的字體。
1. 圖線線型及其應用
《技術製圖 圖線》中規定了15種基本線型,每種基本線型的變形有四種。圖線的寬度(用d表示)分為粗線、中粗線、細線三種,其比例關係是4:2:1。機械圖樣上多採用兩種線寬。建築圖樣上可以採用三種線寬。所有線型的圖線寬度應按圖樣的類型和尺寸大小在下列數系中選擇:0.18,0.25,0.35,0.5,0.7,1,1.4,2mm。寬度為0.18mm的圖線在圖樣複製中往往不清晰,盡量不採用。在機械圖樣中仍採用GB4457.4-84中規定的8種線型:粗實線、細實線、波浪線、雙摺線、虛線、粗點劃線、細點劃線、雙點劃線。
2.圖線的畫法
(1)同一圖樣中同類圖線的寬度應基本一致,虛線、點畫線、雙點畫線的線段長度和間隔應各自大致相等,在圖樣中要顯得勻稱協調。(2)繪製點劃線時,首末兩端及相交處應是線段而不是短划,超出圖形輪廓2~5mm。在較小的圖形上繪製點劃線和雙點劃線有困難時,可用細實線代替。(3)虛線與虛線相交,或與其他圖線相交時,應以線段相交,當虛線為實線的延長線時,應留有間隙,以示兩種不同線型的分界線。
1.基本規則
(1)圖樣中的尺寸,以mm為單位時,不需註明計量單位代號或名稱。若採用其他單位則必須註明相應計量單位或名稱。⒈ 尺寸界線 尺寸界線用細實線繪製,一般是圖形的輪廓線、軸線或對稱中心線的延長線,超出尺寸線約2~3mm。也可直接用輪廓線、軸線或對稱中心線作尺寸界線。尺寸界線一般與尺寸線垂直,必要時允許傾斜。(2)尺寸線 尺寸線用細實線繪製,必須單獨畫出,不能用其他圖線代替,一般也不得與其他圖線重合或畫在其延長線上。並應盡量避免尺寸線之間及尺寸線與尺寸界線之間相交。尺寸線應與所標註的線段平行,平行標註的各尺寸線的間距要均勻,間隔應大於5mm,同一張圖紙的尺寸線間距應相等。標註角度時,尺寸線應畫成圓弧,其圓心是該角的頂點。(3)尺寸線終端 尺寸線終端有兩種形式,箭頭或細斜線。如圖1-9所示。箭頭適用於各種類型的圖樣。當尺寸線終端採用細斜線形式時,尺寸線與尺寸界線必須垂直。同一張圖樣中,只能採用一種尺寸線終端形式。採用箭頭形式時,在位置不夠的情況下,允許用圓點或斜線代替。(4)尺寸數字 線性尺寸的數字一般注寫在尺寸線上方或尺寸線中斷處。尺寸數字不能被任何圖線通過,否則應將該圖線斷開。
2.各類尺寸標註示例
(1)線性尺寸的注法 線性尺寸的數字應按圖1-11a中所示的方向注寫,即以標題欄方向為準,水平方向字頭朝上,垂直方向字頭朝左,傾斜方向時字頭有朝上趨勢。(2)角度尺寸注法 標註角度時,尺寸數字一律水平書寫,即字頭永遠朝上,一般注在尺寸線的中斷處。(3)圓、圓弧及球面尺寸的注法標註圓或大於半圓的弧時,應在尺寸數字前加註符號“Φ”;標註圓弧半徑時,應在尺寸數字前加註符號“r”。尺寸線應通過圓心,終端為箭頭。當圓弧的半徑過大,圖紙範圍內無法注出圓心位置時,可將尺寸線只畫一部分。標註球面的直徑或半徑時,應在符號“Φ”或“r”前加註“s”。(4)小尺寸的注法 對於小尺寸,在沒有足夠的位置畫箭頭或注寫數字時,箭頭可畫在外面,或用小圓點代替兩個箭頭,尺寸數字也可採用旁註或引出標註。(5)弦長和弧長的標註 弦長和弧長的尺寸界線應垂直於弦的垂直平分線。標註弧長尺寸時,尺寸線用圓弧,並應在尺寸數字上方加註符號“⌒”。(6)其他結構尺寸的注法 光滑過渡處的尺寸注法 在光滑過渡處注尺寸,必須用細實線將輪廓線延長,從交點處引尺寸界線。尺寸線應平行於兩交點的連線。板狀零件和正方形結構的注法 板狀零件的厚度可在尺寸數字前加註符號“t”。標註機件的斷面為正方形結構的尺寸時,可在邊長尺寸數字前加註符號“□”或注“邊長×邊長”。均勻分佈成組結構的注法 均勻分佈的成組結構,標其中一個,在尺寸標記組成是“個數×尺寸(均布)”的形式。當成組結構的定位和分佈情況明確時,可不標註其角度並省略“均布”二字或用EQS代表“均布”二字。
基本信息
- 地位
- 工程界的語言
- 評價
- 基礎、重要、需一定想象力和耐力
- 解釋
- 圖樣確切表示機械的結構形狀
- 組成
- 圖樣由圖形、符號、文字和數字
- 中文名
- 機械製圖
- 外文名
- Mechanical drawing