工藝規程
工藝規程
工藝規程是用文字、圖表和其他載體確定下來,指導產品加工和工人操作的主要工藝文件。它是企業計劃、組織和控制生產的基本依據,是企業保證產品質量,提高勞動生產率的重要保證。
在機械製造企業中,工藝規程的形式主要有三種:
(1) 工藝過程卡 (或稱工藝路線卡)。它是按零件編製的,規定著每個零件在製造過程中所要經過的工藝路線、工序名稱、所使用的設備和工藝裝備等,是指導零件加工的概略的綜合性文件。
(2) 工藝卡。它是按零件分車間 (工藝階段) 編製的,規定著零件在一個車間(工藝階段) 內所要經過的各道工序以及每道工序所用設備、工藝裝備和加工規範等,是各車間進行作業準備和組織生產的依據。
(3) 工序卡。它按零件的每道工序編製,詳細規定著各道工序的操作方法、技術要求和注意事項等,並附有加工草圖,是用來具體指導工人操作的工藝文件。
一個同樣要求的零件,可以採用幾種不同的工藝過程來加工,但其中總 有一種工藝過程在給定的條件下是最合理的,人們把工藝過程的有關內容用文件的形式固定下來,用以指導生產,這個文件稱為“工藝規程”。工藝規程是組成技術文件的主要部分,是工藝裝備、材料定額、工時定額設計與計算的主要依據,是直接指導工人操作的生產法規,它對產品成本、勞動生產率、原材料消耗有直接關係。工藝規程編製的質量高低。對保證產品質量第一起著重要作用。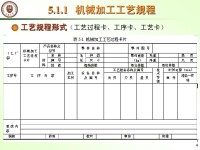
工藝規程
1.產品特徵,質量標準。
2.原材料、輔助原料特徵及用於生產應符合的質量標準。
3.生產工藝流程。
4.主要工藝技術條件、半成品質量標準。
5.生產工藝主要工作要點。
6.主要技術經濟指標和成品質量指標的檢查項目及次數。
7.工藝技術指標的檢查項目及次數。
8.專用器材特徵及質量標準。
企業所用工藝規程的具體格式雖不統一,但內容大同小異。一般來說,工藝規程的形式按其內容詳細程度,可分為以下幾種;
這是一種最簡單和最基本的工藝規程形式,它對零件製造全過程作出粗略的描述。卡片按零件編寫,標明零件加工路線、各工序採用的設備和主要工裝以及工時定額。
它一般是按零件的工藝階段分車間、分零件編寫,包括工藝過程卡的全部內容,只是更詳細地說明了零件的加工步驟。卡片上對毛坯性質、加工順序、各工序所需設備、工藝裝備的要求、切削用量、檢驗工具及方法、工時定額都作出具體規定,有時還需附有零件草圖。
這是一種最詳細的工藝規程,它是以指導工人操作為目的的進行編製的,一般按零件分工序編號。卡片上包括本工序的工序草圖、裝夾方式、切削用量、檢驗工具、工藝裝備以及工時定額的詳細說明。
實際生產中應用什麼樣的工藝規程要視產品的生產類型和所加工的零部件具體情況而定。一般而言,單件小批生產的一般零件只編製工藝過程卡,內容比較簡單,個別關鍵零件可編製工藝卡;成批生產的一般零件多採用工藝卡片,對關鍵零件則需編製工序卡片;在大批大量生產中的絕大多數零件,則要求有完整詳細的工藝規程文件,往往需要為每一道工序編製工序卡片。
在車間生產過程包括直接改變工件形狀、尺寸、位置和性質等主要過程,還包括運輸、保管、磨刀、設備維修等輔助過程。生產過程中,按一定順序逐漸改變生產對象的形狀、尺寸、位置和性質使其成為預期產品的這部分主要過程稱之為工藝過程。零件依次通過的全部加工過程稱為工藝路線或工藝流程。技術人員根據工件產量、設備條件和工人技術情況等,確定並且用工藝文件規定的機械加工工藝過程,稱為機械加工工藝規程。
工藝規程
機械加工工藝規程是規定產品或零部件機械加工工藝過程和操作方法等的工藝文件。因此,機械加工工藝規程在機械加工中起著重要的作用,主要包括以下的幾個方面:
指導生產
機械加工車間生產的計劃、調度,工人的操作,零件的加工質量檢驗,加工成本的核算,都是以工藝規程為依據的。處理生產中的問題,也常以工藝規程作為共同依據。如處理質量事故,應按工藝規程來確定各有關單位、人員的責任。
生產準備工作的依據
車間要生產新零件時,首先要制訂該零件的機械加工工藝規程,再根據工藝規程進行生產準備。如:新零件加工工藝中的關鍵工序的分析研究;準備所需的刀、夾、量具(外購或自行製造);原材料及毛坯的採購或製造;新設備的購置或舊設備改裝等,均必須根據工藝來進行。
新廠(車間)的技術文件
新建(改。擴建)批量或大批量機械加工車間(工段)時,應根據工藝規程確定所需機床的種類和數量以及在車間的布置,再由此確定車間的面積大小、動力和吊裝設備配置以及所需工人的工種、技術等級、數量等。
此外,先進的工藝規程還起著交流和推廣先進位造技術的作用。典型工藝規程可以縮短工廠摸索和試製的過程。因此,工藝規程的制訂是對於工廠的生產和發展起到非常重要的作用,是工廠的基本技術文件。
1、所設計的工藝規程必須保證機器零件的加工質量和裝配質量,達到設計圖樣上規定的各項技術要求。
2、工藝過程應具有較高的生產效率,使產品能儘快投放市場。
3、盡量降低製造成本。
4、注意減輕工人的勞動強度,保證生產安全。
1、·產品裝配圖、零件圖。
2、·產品驗收質量標準。
3、·產品的年生產綱領。
4、·毛坯材料與毛坯生產條件。
·5、製造廠的生產條件,包括機床設備和工藝裝備的規格、性能和當前的技術狀態,工人的技術水平,工廠自製工藝裝備的能力以及工廠供電、供氣的能力等有關資料。
·6、工藝規程設計、工藝裝備設計所用設計手冊和有關標準。
·7、國內外有關製造技術資料等。
它強調:品名、劑型、處方、生產工藝的操作要求,物料、中間產品、成品的質量標準和技術參數及儲存注意事項,物料平衡的計算方法,成品容器、包裝材料的要求等。
它強調:生產操作方法和要求,重點操作的複核、複查,中間產品質量標準及控制,安全和勞動保護,設備維修、清洗,異常情況處理和報告,工藝衛生和環境衛生。
它強調:題目、編號、制訂人及制訂日期、審核人及審核日期、批准人及批准日期、頒發部門、生產日期、分發部門、標題及正文。
基本信息
- 中文名
- 工藝規程
- 外文名
- PROC
- 拼音
- gōng yì guī chéng
- 類型
- 製造術語
- 作用
- 保證產品質量第一起著重要作用
- 含義
- 指導施工的技術文件