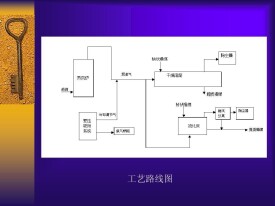
工藝路線
工藝路線
工藝路線用來表示企業產品在企業的一個加工路線(加工順序)和在各個工序中的標準工時的定額情況。是一種計劃管理文件,不是企業的工藝文件,不能單純的使用工藝部門的工藝卡來代替。工藝卡主要是用來指定工人在加工過程中的各種操作要求和工藝要求,而工藝路線則強調加工的順序和工時定額情況,主要用來進行工序排產和車間成本統計。例如,一條流水線就是一條工藝路線,這條流水線上包含了許多的工序。

工藝路線

工藝路線
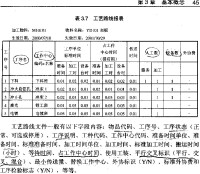
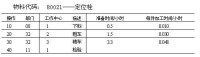
在ERP系統中,工藝路線文件一般用以下內容進行描述:物品代碼、工序號、工序說明、工作中心代碼、排隊時間、準備時間、加工時間、等待時間、傳送時間、最小傳送量、外協標識(Y/N)、標準外協費和工序檢驗標誌(Y/N)等等欄位。物料代碼用來表示該工藝路線是針對何種物料的工藝路線。工序號用來表示該物料加工時需要經過多少個工序,該工序號應該按照加工順序進行編排。工作中心代碼,用來表示該工序在哪個工作中心中進行加工。排隊時間、準備時間、加工時間、等待時間、傳送時間五種作業時間,主要是用來描述工序的作業時間,以進行能力計算和車間作業排產。外協標識、標準外協費是指如果該工序(如電鍍)對企業來說是進行外協加工的,需要在工藝路線中進行指定。
工藝路線
在傳統的ERP系統中,工藝路線是生產加工、裝配中的概念。實際上,工藝路線的概念應該擴展,應該延伸到包括管理過程。管理工作,或者管理作業,應該像生產作業那樣,制定規範的作業流程、明確每項活動的時間定額和費用、每項活動涉及的工作中心等。
工藝路線如果沒有與具體的物料加工關聯,則這種工藝路線就是標準的工藝路線。一般情況下,工藝路線是與具體的物料加工關聯在一起的,這時才能有準確的提前期數據。因此,工藝路線數據包括了加工的物料數據。
例如,空調器中的蒸發器、冷凝器部件的標準裝配工藝路線的工序包括串U型管、脹管、折彎、清洗、封管、氣密測試、整理和包裝入庫等。U型管的加工順序是:下料、彎管、切管、收管口和打毛刺等。
一般情況下,工藝路線數據主要包括工藝路線編碼、工藝路線名稱、工藝路線類型、製造單位、物料編碼、物料名稱、工序編碼、工序名稱、加工中心編碼、是否外協、時間單位、準備時間、加工時間、移動時間、等待時間、固定機時、變動機時、固定人時、變動人時、替換工作中編碼、生效日期、失效日期和檢驗標誌等。
編寫工藝路線的過程包括確定原材料、毛坯;基於產品設計資料,查閱企業庫存材料標準目錄;依據工藝要求確定原材料、毛坯的規格和型號;確定加工、裝配順序即確定工序;根據企業現有的條件和將來可能有的條件、類似的工件、標準的工藝路線和類似的工藝路線以及經驗,確定加工和裝配的順序;選定工作中心,根據企業現有的能力和將來可能有的條件;基於尺寸和精度的要求,確定各個作業的額定工時等。
工藝路線和工序不是一成不變的,而是隨著生產類型、技術進步、產品發展和員工素質的不斷提高而變化的。
工藝路線
主要工藝路線是製造產品使用最頻繁的一組工序。您可以為一個項目定義一個主要工藝路線和多個替代工藝路線。在定義新的主要工藝路線時,您可以只指定項目(沒有替代名稱),並可以指定一個工藝路線版本。例如,您可以為包括兩道工序 ——裝配件和測試工序的項目定義工藝路線。一般情況下,使用這些工序製造產品,因此您可以將此項目工序定義為主要工藝路線。
替代工藝路線

工藝路線
替代標籤 清單和工藝路線可以共享替代標籤。如果您創建了所帶標籤與替代工藝路線相同的替代清單,則組件將被指定至替代工藝路線上的工序。如果沒有帶相同替代標籤的工藝路線,則組件將被指定至主要工藝路線上的工序。
工程工藝路線 您可以將工程工藝路線定義為製造工藝路線的替代工藝路線。這種情況一般用於從製造相同裝配件的主要工藝路線產生一個工藝路線的變型。
工程和製造工藝路線共享相同的資源、部門和標準工序信息。

工藝路線
工藝路線是重要的文件,它代表著一項作業在工廠里的運行方式。如果說物料清單用於描述物料是按怎樣的層次結構連在一起的,那麼工藝路線則是描述製造每一種物料的生產步驟和過程,並且用於確定詳細的生產進度。工藝路線的作用如下:
1、工藝路線是庫存裝配件累計提前期的基礎
當在庫存模塊定義ITEM時,可以定義每個ITEM的提前期信息:
對於採購物料我們可以定義其預處理提前期(提出採購申請到採購訂單下達的時間長度)、處理提前期(採購訂單下達到供應商送貨所需時間),后處理提前期(收到貨物到貨物可用的時間,如:質檢時間),採購件的提前期需要手工輸入。
對於製造物料可以通過工藝路線累計其提前期信息:通過在工藝路線上定義做每道工步所需時間,逐步累計其提前期信息。提前期信息是MRP計劃時的基礎資料:通過提前期設置,系統倒算出採購開始日期,生產開始日期,也只有設置了物料提前期信息,才可以使系統實現自動按日期發放採購訂單的功能(通過設置自動發放的條件(如提前三天發放),系統在正確日期自動發放採購訂單)。
2、工藝路線是成本模塊卷集裝配件成本的依據
工藝路線
3、工藝路線是MRP模塊進行能力計算和考核的根本
ORACLE系統提供了能力計劃模塊,工藝路線是實現能力計劃的基礎資料。當系統進行MRP計算時,可以同時考慮生產能力,對於系統內 的生產能力是通過定義以時間為單位的資源所表現:如人力時間、機器時間,通過定義各個生產車間所擁有的資源數量來表示生產車間的生產能力。當進行能力計劃時,系統會考慮生產車間所擁有的資源量,由工藝路線得到生產產品所需的資源量,綜合考慮是否車間有足夠的時間在一定時間內按計劃生產出產品。
4、工藝路線是實現WIP實時記錄生產費用、實時過程式控制制的基本條件
若管理部門希望系統反映實時的生產進度,需要定義詳細的生產工藝。在實際生產中可以通過把生產任務在工藝路線的各道工序間移動以表示生產任務處於哪個狀態。
若希望通過QA實現過程檢驗,必須定義工藝路線,使生產任務可以實現移動事務處理(沒有工藝路線的生產任務不能進行移動事務處理),當移動生產任務時可以直接輸入與之關聯的質量收集計劃。
若成本會計需要在系統內實時記錄工時、費用等生產成本,必須定義工藝路線,以使每個生產任務可以進行資源事務處理。
5、若實現系統標準外協功能,必須定義工藝路線
系統內的標準外協功能是通過定義外協資源和外協物料來實現的:關聯外協資源和外協工藝路線,當在系統內釋放或移動生產任務時,系統根據生產任務使用的外協資源自動生成相關聯外協物料的採購訂單,當對外協物料的採購訂單接收時,系統自動把外協物料的費用記錄到生產任務當中。
6、可以更準確的定義物料清單,使系統可以按實際實時、準確扣減庫存現有量
當定義工藝路線后,可以更準確的定義物料清單:可以定義每個原材料的投入工步,更準確的計算物料所需時間。WIP中可以根據工藝路線在特定的工步自動扣減特定的物料。使庫存現有量更準確。

工藝路線

工藝路線
(1)在MRP試點前,檢查並校正佔有80%活動的20%的工藝路線。
(2)當MRP逐漸投入運行時,使用計劃下達訂單提前幾周指明哪條工藝路線將必須檢查和校正。
(3)在編製能力計劃和派工單的早期,應確保在最近將用到的工藝路線是正確的。

工藝路線
工藝路線由工程設計部門建立和維護,由生產部門使用。當MRP投入運行之後,讓工長根據派工單隨時報告所發現的工藝路線錯誤,從而不斷對工藝路線加以維護。對於工藝路線的變更,應由兩個部門協商進行。
支點網 http://hi.baidu.com/laimin007/blog/item/37677ff95713ad5d252df2c3.html
Csdn http://book.csdn.net/bookfiles/848/10084826091.shtml
基本信息
- 中文名
- 工藝路線
- 外文名
- Process route
- 作用
- 工序排產和車間成本統計
- 指定
- 操作要求和工藝要求
- 強調
- 加工的順序和工時定額