滾刀
滾刀
徠刀齒沿圓柱或圓錐作螺旋線排列的齒輪加工刀具﹐用於按展成法加工圓柱齒輪﹑蝸輪和其他圓柱形帶齒的工件(見齒輪加工﹑齒輪)。根據用途的不同﹐滾刀分為齒輪滾刀﹑蝸輪滾刀﹑非漸開線展成滾刀和定裝滾刀等。
常用的加工外嚙合直齒和斜齒圓柱齒輪的刀具。加工時﹐滾刀相當於一個螺旋角很大的螺旋齒輪﹐其齒數即為滾刀的頭數﹐工件相當於另一個螺旋齒輪﹐ 彼此按照一對螺旋齒輪作空間嚙合﹐以固定的速比旋轉﹐由依次切削的各相鄰位置的刀齒齒形包絡成齒輪的齒形。常用的滾刀大多是單頭(見螺紋)的﹐在大量生產中﹐為了提高效率也常採用多頭滾刀。
彼此按照一對螺旋齒輪作空間嚙合﹐以固定的速比旋轉﹐由依次切削的各相鄰位置的刀齒齒形包絡成齒輪的齒形。常用的滾刀大多是單頭(見螺紋)的﹐在大量生產中﹐為了提高效率也常採用多頭滾刀。
滾刀
刀轉一轉﹐齒輪繞本身軸線轉過一個齒﹔多頭滾刀轉一轉﹐齒輪轉過的齒數與滾刀頭數相等。蝸輪滾刀的滾刀在螺旋升角小於5°時﹐常製成直容屑槽﹐便於製造和刃磨﹔螺旋升角大的滾刀常製成螺旋容屑槽﹐以免刀齒的一側刃以大負前角(見刀具)切削的不利情況。用高速鋼製造的中小模數齒輪滾刀一般採用整體結構。模數在10毫米以上的滾刀﹐為了節約高速鋼﹑避免鍛造困難和改善金相組織﹐常採用鑲片結構(圖1 齒輪滾刀 )。鑲片滾刀的結構形式很多﹐常用的為鑲齒條結構﹐即刀齒部分用高速鋼製成齒條狀﹐熱處理后緊固在刀體上。用硬質合金製造滾刀﹐可以顯著提高切削速度和切齒效率。整體硬質合金滾刀已在鐘錶和儀器製造工業中廣泛地用於加工各種小模數齒輪。中等模數的整體和鑲片硬質合金滾刀已用於加工鑄鐵和膠木齒輪。模數小於 3毫米的硬質合金滾刀也用於 加工鋼齒輪。硬質合金滾刀還可加工淬硬齒輪(硬度為 HRC50~62)。這種滾刀常採用單齒焊接結構﹐制有30°的負前角﹐切削時颳去齒面的一層留量。生產滾刀的廠家跟交易市場全國各地都有,如專業製作齒輪刀具的國營企業:重慶工具廠、漢江工具廠、哈爾濱第一工具廠。浙江溫嶺等地則多為民營企業,如《溫嶺市開元工具廠》《浙江工量刃具交易市場》《重慶興旺工具製造廠》等。。國家把滾刀的精度等級分為 AA級﹑A級和 B級。一般國標滾刀採用AA級。部標跟企標採用A級。鏈輪滾刀要求精度不高,一般採用B級。為了加工特別精密的齒輪﹐有的國家還有AAA級滾刀。在切齒過程中﹐滾刀的製造誤差主要影響齒輪的齒形誤差和基節偏差。剃齒前加工齒輪齒形用的滾刀稱為剃前滾刀。剃前滾刀的齒形﹐要按剃齒餘量形式的要求製成特殊的形狀(圖2 剃前滾刀的齒形 )。齒頂帶凸角﹑齒根帶倒角的滾刀齒形是一種較常用的留剃形式﹐它使被加工齒輪的齒根處有些挖根﹐齒頂處有些倒角﹐中間部分剃齒餘量均勻。(見彩圖 硬齒面齒輪的精加工刀具──硬質合金刮削滾刀 ﹑ 齒輪加工刀具──滾刀﹑插齒刀﹑剃齒刀)
常用的蝸輪加工刀具。蝸輪滾刀基本蝸桿(見蝸桿傳動)的類型和主要參數(模數﹑齒形角﹑分度圓直徑﹑螺 徠旋升角和螺紋頭數等)應當與工作蝸桿相同﹐因此蝸輪滾刀常是專用的。
徠旋升角和螺紋頭數等)應當與工作蝸桿相同﹐因此蝸輪滾刀常是專用的。 當外徑較大時﹐滾刀製成套裝式﹔外徑較小時將滾刀製成與心軸一體的帶柄式結構(圖3 蝸輪滾刀 )。
當外徑較大時﹐滾刀製成套裝式﹔外徑較小時將滾刀製成與心軸一體的帶柄式結構(圖3 蝸輪滾刀 )。
滾刀
滾刀
非漸開線展成滾刀 工作原理與齒輪滾刀相同。花鍵滾刀可用於加工矩形齒﹑漸開線齒或三角形齒的花鍵軸﹐其加工精度和生產率較成形銑刀高。非漸開線展成滾刀還可加工圓弧齒輪﹑擺線齒輪和鏈輪等。
定裝滾刀 各齒齒形不同﹐只有最後一個齒是精切齒。齒形和工件的齒槽相同﹐以成形銑削法切削工件的齒槽﹐因此定裝滾刀必須相對工件的軸線安裝在固定的位置上。滾刀上其餘的刀齒都是粗切齒。加工時的運動關係與齒輪滾刀相同。成形滾刀可避免用展成刀具加工時齒根部產生的過渡曲線。棘輪滾刀是常用的定裝滾刀(圖4 定裝滾刀 )。
齒輪滾刀是依照螺旋齒輪副嚙合原理,用展成法切削齒輪的刀具,齒輪滾刀相當於小齒輪,被切齒輪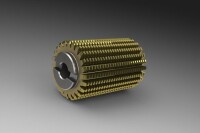 相當於一個大齒輪,如圖9-24所示。齒輪滾刀是一個螺旋角β0很大而螺紋頭數很少(1~3個齒),齒很長,並能繞滾刀分度圓柱很多圈的螺旋齒輪,這樣就象螺旋升角γz很小的蝸桿了。為了形成刀刃,在蝸桿端面沿著軸線銑出幾條容屑槽,以形成前面及前角;經鏟齒和鏟磨,形成后刀面及后角,如圖9-25所示。齒輪滾刀的兩側刀刃是前面與側鏟表面的交線,它應當分佈在蝸桿螺旋表面上,這個蝸桿稱為滾刀的基本蝸桿。基本蝸桿有以下三種:
相當於一個大齒輪,如圖9-24所示。齒輪滾刀是一個螺旋角β0很大而螺紋頭數很少(1~3個齒),齒很長,並能繞滾刀分度圓柱很多圈的螺旋齒輪,這樣就象螺旋升角γz很小的蝸桿了。為了形成刀刃,在蝸桿端面沿著軸線銑出幾條容屑槽,以形成前面及前角;經鏟齒和鏟磨,形成后刀面及后角,如圖9-25所示。齒輪滾刀的兩側刀刃是前面與側鏟表面的交線,它應當分佈在蝸桿螺旋表面上,這個蝸桿稱為滾刀的基本蝸桿。基本蝸桿有以下三種:
滾刀
漸開線蝸桿的螺紋齒側面是漸開螺旋面,在與基圓柱相切的任意平面和漸開螺旋面的交線是一條直線,其端剖面是漸開線。漸開線蝸桿軸向剖面與漸開螺旋面的交線是曲線。用這種基本螺桿製造的滾刀,沒有齒形設計誤差,切削的齒輪精度高。然而製造滾刀困難。
阿基米德蝸桿的螺旋齒側面是阿基米德螺旋面。通過蝸桿軸線剖面與阿基米德蝸螺 旋面的交線是直線,其它剖面都是曲線,其端剖面是阿基米德螺旋線。用這種基本蝸桿製成的滾刀,製造與檢驗滾刀齒形均比漸開線蝸桿簡單和方便。但有微量的齒形誤差。不過這種誤差是在允許的範圍之內,為此,生產中大多數精加工滾刀的基本蝸桿均用阿基米德蝸桿代替漸開線蝸桿。
旋面的交線是直線,其它剖面都是曲線,其端剖面是阿基米德螺旋線。用這種基本蝸桿製成的滾刀,製造與檢驗滾刀齒形均比漸開線蝸桿簡單和方便。但有微量的齒形誤差。不過這種誤差是在允許的範圍之內,為此,生產中大多數精加工滾刀的基本蝸桿均用阿基米德蝸桿代替漸開線蝸桿。
滾刀
法向直廓蝸桿法剖面內的齒形是直線,端剖面為延長漸開線。用這種基本蝸桿代替漸開線基本蝸桿作滾刀,其齒形設計誤差大,故一般作為大模數、多頭和粗加工滾刀用。
刀轉一轉﹐齒輪繞本身軸線轉過一個齒﹔多頭滾刀轉一轉﹐齒輪轉過的齒數與滾刀頭數相等。蝸輪滾刀的滾刀在螺旋升角小於5°時﹐常製成直容屑槽﹐便於製造和刃磨﹔螺旋升角大的滾刀常製成螺旋容屑槽﹐以免刀齒的一側刃以大負前角(見刀具)切削的不利情況。用高速鋼製造的中小模數齒輪滾刀一般採用整體結構。模數在10毫米以上的滾刀﹐為了節約高速鋼﹑避免鍛造困難和改善金相組織﹐常採用鑲片結構(圖1 齒輪滾刀 )。鑲片滾刀的結構形式很多﹐常用的為鑲齒條結構﹐即刀齒部分用高速鋼製成齒條狀﹐熱處理后緊固在刀體上。用硬質合金製造滾刀﹐可以顯著提高切削速度和切齒效率。整體硬質合金滾刀已在鐘錶和儀器製造工業中廣泛地用於加工各種小模數齒輪。中等模數的整體和鑲片硬質合金滾刀已用於加工鑄鐵和膠木齒輪。模數小於 3毫米的硬質合金滾刀也用於 加工鋼齒輪。硬質合金滾刀還可加工淬硬齒輪(硬度為 HRC50~62)。這種滾刀常採用單齒焊接結構﹐制有30°的負前角﹐切削時颳去齒面的一層留量。生產滾刀的廠家跟交易市場全國各地都有,如專業製作齒輪刀具的國營企業:重慶工具廠、漢江工具廠、哈爾濱第一工具廠。浙江溫嶺等地則多為民營企業,如《溫嶺市開元工具廠》《浙江工量刃具交易市場》《重慶興旺工具製造廠》等。。國家把滾刀的精度等級分為 AA級﹑A級和 B級。一般國標滾刀採用AA級。部標跟企標採用A級。鏈輪滾刀要求精度不高,一般採用B級。為了加工特別精密的齒輪﹐有的國家還有AAA級滾刀。在切齒過程中﹐滾刀的製造誤差主要影響齒輪的齒形誤差和基節偏差。剃齒前加工齒輪齒形用的滾刀稱為剃前滾刀。剃前滾刀的齒形﹐要按剃齒餘量形式的要求製成特殊的形狀(圖2 剃前滾刀的齒形 )。齒頂帶凸角﹑齒根帶倒角的滾刀齒形是一種較常用的留剃形式﹐它使被加工齒輪的齒根處有些挖根﹐齒頂處有些倒角﹐中間部分剃齒餘量均勻。(見彩圖 硬齒面齒輪的精加工刀具──硬質合金刮削滾刀 ﹑ 齒輪加工刀具──滾刀﹑插齒刀﹑剃齒刀)
