發熱冒口
附加在鑄件上方的補充部分
發熱冒口是為避免鑄件出現缺陷而附加在鑄件上方或側面的補充部分,其補縮效果遠高於漂珠保溫冒口,發熱冒口鑄件緻密無缺陷,完全符合爆炸硬化的基礎技術要求。同時優良的緻密度即內部質量,為提高鑄件的耐磨性、延長轍叉的使用壽命提供了有力保障。
發熱冒口,是在製作冒口時加入一定量的鋁熱劑,助熔劑,氧化劑與上述絕熱保溫材料而成。發熱同時兼具保溫功能。澆鑄時,冒口在680℃左右被迅速點燃燃燒,此時放出的熱量使其冒口內鐵液溫度升高,使冒口內金屬液凝固時間變長,延長補縮時間,提高冒口對鑄件的補縮效率。
保溫冒口主要用砂子、漂珠、粉煤灰、耐火纖維棉(吸濾冒口)等絕熱保溫材料做成。純保溫不能發熱。目的是減緩冒口套內鐵水的凝固時間,提高補縮效率。
全國道岔總數有14.7萬多組,其中使用高錳鋼轍叉的有13.5萬多組,約佔道岔總數的92%。整鑄式高錳鋼轍叉因其存在的“有害空間”,列車經過時會引起劇烈震動,加速轍叉的損壞。高錳鋼轍叉使用壽命是由表面質量和內部質量所決定。轍叉的表面缺陷因其具有直觀性,可採取焊補、磨修等相應措施予以消除,故表面質量較易判定和控制。轍叉的內部質量狀況須採用無損檢驗的方法來確認,而內部缺陷的不可修復性,使得控制轍叉內部質量成為決定其使用壽命的關鍵。因此,減少或消除內部缺陷的發生是提高高錳鋼轍叉質量、延長其使用壽命的關鍵。高錳鋼具有很好的加工硬化性能,美國等國家提高轍叉使用壽命的主要方法,是採用爆炸硬化工藝技術。由於爆炸硬化瞬間會產生強大的衝擊力,如果轍叉內部組織緻密度較差則難以實施此項工藝。因此,提高轍叉的鑄造質量,既減少了轍叉內部缺陷,又對轍叉採用爆炸強化工藝提供了保障。為提高轍叉的鑄造質量,需進行鑄造冒口改進試驗。
(1)主要鑄造缺陷
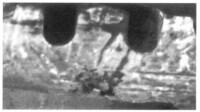
圖1 鑄件的斷面切片
(2)高錳鋼轍叉縮孔缺陷的成因分析
(1)採用直徑180mm、高180mm漂珠保溫冒口
表 1 Kalmin 300 發熱保溫冒口熱物理參數
(2)採用福斯科Kalmin300發熱保溫冒口

圖2 冒口燃燒後期
Kalmin300發熱保溫冒口的模數與鋼水凝固時間的經驗公式為T=Mc /k ,式中,T為鑄鋼件凝固時間,min;Mc為鑄件模數,cm;k為常數,取0.684。從上式可以看出,鑄件的凝固時間與模數的平方成正比關係,這就意味著Kalmin300保溫發熱冒口的凝固時間是同樣幾何形狀砂型冒口的2.56倍。因此能夠大大提高補縮效率,有利於實現順序凝固。Kalmin300冒口發熱狀態如圖2所示
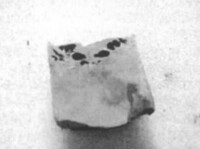
圖3 冒口縱剖面圖
由圖3可見,冒口的縮孔集中在上部,冒口的收縮表面呈平鍋底狀,不是平常所見的胡蘿蔔型;冒口的下半部組織緻密,說明冒口中的鋼水在鑄件完全凝固以前一直保持液態,而且溫度較高,對鑄件起到了很好的補縮作用。冒口凝固后表面光潔,不漲大。
在自護式136RE-8#、9#轍叉上進行Kalmin300發熱保溫冒口試驗,通過實物切片檢查(圖4),補縮效果非常好,冒口根部完全消除了縮孔缺陷。
(3)採用2種冒口的效果對比
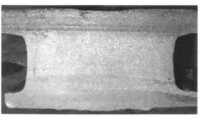
圖4 實物切片
(4)福斯科發熱保溫冒口的其他優點

圖5 漂珠冒口與發熱冒口效果比較

圖6 易割片
(2)Kalmine發熱保溫冒口能良好地保持鑄件在凝固過程中的溫度梯度,有效降低產品熱節部位的裂紋傾向,降低鑄件修補成本,提高鑄件整體質量,使產品性能更加可靠。
(3)使用易割片能節省能源、減少勞動強度、提高工作效率,從而進一步降低鑄件生產成本。
國外在上世紀70年代初就開始在鑄造行業大量地使用發熱保溫材料製作冒口,用以提高冒口的補縮效率,70年代末我國有些廠礦在鑄鋼件、球鐵件應用發熱冒口取得良好的效果。發熱冒口套在澆注金屬液后,發熱材料燃燒,大量地釋放熱量,使冒口內鋼水延緩凝固時間,提高補縮效率。上海起重運輸機械廠、新疆克拉瑪依機械廠採用暗發熱冒口工藝,充分發揮冒口的作用,使得冒口的設計尺寸減小,鑄件的工藝出品率提高了,一般都達到70~80%。
相關單位研製的發熱冒口,在球鐵液壓件上應用,其補縮效果達到聯邦德國發熱冒口,補縮效率達到80%,發熱材料節省25%,每個冒口套價格則便宜一半。
發熱冒口套主要組成:發熱材料、發熱保溫材料、供氧材料、耐火骨幹材料及粘接劑等。
(5)粘接劑為水玻璃和粘土。

基本信息
- 中文名
- 發熱冒口
- 外文名
- Fever riser
- 學科
- 冶鍊
- 目的
- 提高鑄件的耐磨性、延長轍叉的使用壽命
- 應用
- 保溫材料