修坯
修坯
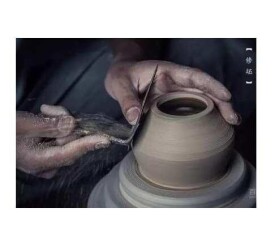
瓷器生產的一道工序,拉坯陰乾之後用車刀進行修整。景德鎮設有旋坯作,修坯在旋車上操作,車中心立有木樁,樁頂端圓形,修坯時將坯放於樁上,旋轉後用車刀旋之,使坯體里光外平,旋后把底部多餘的部分修掉並挖足,完成修坯各道工序。
所需的造型、胎體厚薄等都是在修坯過程中變化處理出的。
修坯的步驟主要有:一,先削去底部的多餘的泥,用修坯刀,順著重心將底部修出底足。在這個過程中掌握坯體的重心非常關鍵,也可以藉助套筒輔助。二,反過來,修坯體的內部,這是要用的刀頭需是彎曲的,刀口鋒利,順著底下修至器型口部,左手按住或扶住坯體。三,口部的修理,順著口部,用平快的刀修的平整。修坯的好壞決定坯體的命運。
整機由機械、電氣和液壓三部分構成,由西安重型機械研究所負責設計和製造。
(1)機械部分
由空心機盤、主傳動無級變速器、固定立柱頂端上樑、在上樑和機盤之間可在主柱上移動的動梁及裝於動樑上的內仿機構、坯件上端壓緊裝置、外仿走刀架以及上下坯轉叉等組成。
(2)電氣部分
外仿採用電液伺服半閉環計算機數控,反饋系統為旋轉變壓器。將事先編好的加工程序輸入並儲存在計算機中,修坯時只需將所加工產品的程序調出,即可投入運行,自動完成外形加工。與其它形式的自動控制相比較,它不需繪製走刀軌跡圖,也無需製作光孔板。走刀系統速度可根據加工要求,如粗修、轉修、退刀等,全部採用國產零件,維修容易方便,與引進設備的光電跟蹤系統相比,具有明顯的優越性。據了解國外修坯機也正由光電跟蹤控制向數控方向發展。內仿採用可編程式控制制器,按程序進刀,自動循環,無觸點,運行可靠。最終尺寸由固定樣板保證,加工形狀精確可靠。
(3)液壓系統
基本信息
- 中文名
- 修坯
- 重要性
- 影響瓷器最終造型
- 屬於
- 瓷器生產的一道工序
- 領域
- 工程技術