共找到2條詞條名為電阻焊機的結果 展開
- 用電阻加熱原理進行焊接的一種焊接設備
- 電阻焊機
電阻焊機
用電阻加熱原理進行焊接的一種焊接設備
電阻焊機是指用電阻加熱原理進行焊接的一種焊接設備。電阻焊機依據不同用途和要求可分為不同種類。從焊接方法分類,有點焊機、縫焊機、凸焊機和對焊機等:從電極的加壓形式分類有槓桿式、電動凸輪式、氣壓式、液壓式以及氣、液壓聯合式等多種;從電阻焊機的焊接電流種類分類,有單相工頻焊機、次級整流焊機、三相低頻焊機、電容儲能焊機和逆變電源焊機等幾種。電阻焊機主要由主電路部分、壓力傳動部分和控制部分組成。
電阻焊機焊接方法主要有即點焊、縫焊、凸焊、對焊。
一、點焊

阻焊機
1、預壓,保證工件接觸良好。
2、通電,使焊接處形成熔核及塑性環。
3、斷電鍛壓,使熔核在壓力繼續作用下冷卻結晶,形成組織緻密、無縮孔、裂紋的焊點。
二、縫焊
縫焊的過程與點焊相似,只是以旋轉的圓盤狀滾輪電極代替柱狀電極,將焊件裝配成搭接或對接接頭,並置於兩滾輪電極之間,滾輪加壓焊件並轉動,連續或斷續送電,形成一條連續焊縫的電阻焊方法。
縫焊主要用於焊接焊縫較為規則、要求密封的結構,板厚一般在3mm以下。
三、對焊
對焊是使焊件沿整個接觸面焊合的電阻焊方法。
四、凸焊
凸焊(projection welding ),是在一工件的貼合面上預先加工出一個或多個突起點,使其與另一工件表面接觸並通電加熱,然後壓塌,使這些接觸點形成焊點的電阻焊方法。凸焊是點焊的一種變形,主要用於焊接低碳鋼和低合金鋼的衝壓件。板件凸焊最適宜的厚度為0.5~4mm,小於0.25mm時宜採用點焊。隨著汽車工業發展,高生產率的凸焊在汽車零部件製造中獲得大量應用。凸焊在線材、管材等連接上也獲得普遍應用。
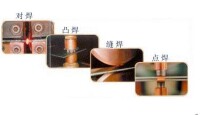
電阻焊四種方法
電阻焊的焊接系統目前主要分為四類:
一、單相交流阻焊機:這種焊機是目前最常見的,使用單相交流的控制系統及變壓器,能適合大多數的低碳鋼類焊接需要。但隨著現在國家對工業用電容量的控制,在焊接板厚大的工件時,對電網造成巨大負擔及衝擊。而其他三種焊接方式的出現,解決了這個問題.
二、中頻逆變焊機:這是目前最為先進的阻焊焊接技術,它經過變壓器的整流后,由電極輸出直流電,能最大限度的提高功率因數,保證焊接質量,並能節能百分之三十(與單相交流相比)。並且此類焊機在焊一些特殊材料,如鋁,鋁合金,鍍鋅板等,焊接效果優良。此類焊機的主要技術點在焊接控制器及變壓器方面,目前國內也有廠商能夠生產製造,但最為成熟的還是德國博世力士樂公司生產的焊接系統。目前此類焊機的主要生產廠商為唐山開元自動焊接裝備有限公司,使用進口的德國博世力士樂中頻逆變焊接系統,但造價很高。
三、三項次級整流焊機:此類焊機主要用於點凸焊的焊接,主要特點是能夠實現大功率焊接,而對電網衝擊小。現在也用於閃光對焊和縫焊的電阻焊接。
四、交流變頻焊接系統:此類焊機主要用於縫焊的焊接,主要特點是保持三相平衡,對電網衝擊小,並同樣具有節能、功率因數高等優點。

基本信息
- 中文名
- 電阻焊機
- 外文名
- resistance welding machine
- 類別
- 機械
- 功能
- 焊接
- 原理
- 電阻加熱
- 焊接方法
- 點焊、縫焊、凸焊、對焊