過盈配合
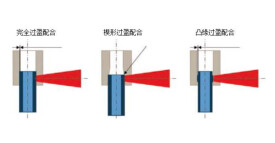
圓錐面過盈配合連接
在機械安裝過程中,有許多零件間需要緊密配合,用以防止連接脫落或傳遞大的扭矩,於是產生了過盈技術。過盈配合就是利用材料的彈性使孔擴大、變形而套在軸上,當孔復原時產生對軸的箍緊力,使兩零件連接。在過盈配合公差帶圖中,孔的公差帶在軸的公差帶之下。
根據相互結合的孔、軸公差帶不同的相對位置關係,可形成間隙配合、過盈配合和過渡配合。其中。具有過盈(包括最小過盈等於零)的配合稱為過盈配合。此時,孔的公差帶在軸的公差帶之下,孔的尺寸減去軸的尺寸所得的代數差為負。標準中規定在各種配合中的最大(小)間隙稱為極限間隙,最大(小)過盈稱為極限過盈,極限間隙和極限過盈分別反應了孔軸結合中允許間隙或過盈的變動界限值。
過盈配合連接的特點是結構簡單、對中性好、承載能力大、對軸及輪轂的強度削弱小、耐衝擊性好。其缺點是對配合面的加工精度要求高,承載能力和裝配產生的應力對實際過盈量很敏感,裝拆不方便。過盈配合連接主要用於軸與轂的連接、輪圈與輪芯的連接以及滾動軸承與軸或軸承座孔的連接等。
孔的最大極限尺寸減軸的最小極限尺寸所得的差值為最小過盈Ymin,是孔、軸配合的最松狀態。
孔的最小極限尺寸減軸的最大極限尺寸所得的差值為最大過盈Ymax,是孔、軸配合的最緊狀態。
設計過盈連接時,般零件的材料、結構尺寸和傳遞載荷均已初步確定,因此其設計計算的主要內容有以下幾方面:
1)按要求傳遞載荷,確定配合面所需的最小壓強pmin;
2)確定為保證最小壓力所需要的最小過盈量並選擇公差配合;
3)校核連接在最大過盈時的強度;
4)若採用壓入法,需確定過盈配合連接的最大壓入力、壓出力;
5)若採用脹縮法,需確定包容件的加熱溫度及被包容件的冷卻溫度。
過盈配合連接計算的假設條件包括以下幾項:
1)連接零件中的壓力處於平面應力狀態(即軸嚮應力σz=0);
2)零件應變均在彈性範圍內;
3)材料的彈性模量為常量;
4)連接部分為兩個等長的厚壁筒,配合面上的壓力均勻分佈。
(1)根據過盈量的大小來選擇合適的裝配措施。系列公差對過盈量的大小具有影響。機械零部件在分解和裝配的過程中,由於其過盈情況不同,使得機械零部件的過盈量不同,過盈量位置和過盈量大小等方面各不相同,所以需要針對不同的情況,採取相應的措施,才能確保零部件裝配到合適的位置上。
(2)零部件裝配受力位置要恰當合理。機械零部件在裝配過程中,需要技術人員對軸承受力的位置進行合理的計算,恰當合理地安排零部件裝配的受力位置,使零部件可以裝配在正確的位置上,同時發揮出應有的作用。
(3)在零部件裝配時,注意拆裝的方式和方向。機械零部件裝配過程所涉及的環節較多,若未採取合適的方法對零部件進行拆裝,會影響零部件整體的技術質量,使拆裝環節不符合零部件裝配要求。所以在拆裝時,需要注意拆裝的方式和方向。
(4)選擇使用專業的裝配和拆解工具。在對零部件進行裝配和拆解時,為了保證工作的質量,需要技術人員選擇測力距扳手、壓力機、拔銷器等工具,以此保證零部件裝配的質量,提高零部件的使用周期。在沒有專業裝配和拆解工具的緊急情況時,要特別注意裝配和拆解的方法。
(1)靜力壓入法。機械零部件過盈配合中的靜力壓入法,是根據聯軸器的不同特點,來選擇最合適的使用方式,靜力壓入法主要應用於軸與連軸承之間,幫助其更好地進行配合,並且藉助一定的工具,如虎鉗、千斤頂等,然後採用人工輔助、機械輔助、液壓等方式為其提供動力源,達到實現零部件的過盈連接。
(2)動力壓入法。動力壓入法主要是在過盈量較小的狀態。若運用動力壓入法,還需要衝擊工具的配合。衝擊工具的種類沒有限制,可以採用手動衝擊或機械衝擊等工具對中遠程進行裝配與敲擊。動力壓入法的特點就是在工具與零部件接觸的過程中,運用動力壓入法,需要找一個緩衝物,如沖子、墊木等作為介質,這種方式操作方便。
(3)溫差配裝法。溫差配裝法的主要工作原理是由於零部件的製作材料不同,所以使得零部件的熱脹冷縮率不同,因此,對機械零部件進行配裝時,可以利用溫度使零部件進行熱脹或者冷縮的特性,使零部件達到機械裝配所需要的“容易裝配值”,使零部件在安裝過程中,不需要再藉助機械的作用,只需要較小的力,就可以將零部件安裝到機械中,提高機械零部件的裝配效率。
過盈配合連接是利用兩個被連接件本身的過盈配合來實現的連接,根據過盈量的大小可做成可拆連接,也可做成不可拆連接。配合面通常為圓柱面,有時也為圓錐面。裝配后,包容件和被包容件的徑向變形使配合面間產生很大的壓力。工作時,靠壓緊力產生的摩擦力來傳遞載荷。過盈配合裝配需要加壓或者熱處理,主要用在相對位置不能移動的連接,如齒圈與飛輪等。
基本信息
- 中文名
- 過盈配合
- 外文名
- Interference fit
- 應用
- 圓柱面過盈配合連接、圓錐面過盈配合連接
- 優勢
- 結構簡單、承載能力大
- 特點
- 結構簡單,定心性好,承載力高,裝配困難
- 配合狀態
- 最松狀態、最緊狀態
- 裝配方法
- 靜力壓入法、動力壓入法、溫差裝配法