熱室壓鑄機
用於薄壁壓鑄件生產的機械
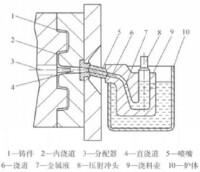
圖1 熱式壓鑄機壓鑄原理
熱室壓鑄機的壓射缸及壓室垂直布置,壓室沉入熔爐坩堝內的金屬液中。壓室中不存在空氣,壓射過程中捲入氣體的機會相對較少。金屬液在封閉的管道中流動,溫度波動小,氧化夾雜機會小,可以使用較低的澆注溫度,金屬液質量提高。
熱室壓鑄機多用於薄壁壓鑄件生產,加之金屬液流程長,壓力損失較大,增壓效果不如冷室壓鑄機明顯,所以熱室壓鑄機一般不設增壓液壓缸。由於壓室組件長期沉入金屬液中,熱室壓鑄機一般只用於對壓室組件侵蝕性較小的鋅及鎂合金壓鑄件的生產。由於不需額外的澆注操作,熱室壓鑄機節約循環時間,生產效率較冷室壓鑄機高。熱室壓鑄機需要對鵝頸、射料管等部位進行加熱,防止被冷料堵塞。
1.熱室壓鑄機手動操作方法
將“手動、半自動、全自動”選擇按鈕撥至“手動”擋位,接通電源,起動液壓泵正常運轉。設定射料壓力,在面板上將總壓力數字撥碼調節至合適位置,開始進行各動作操作。
(1)鎖模動作操作方法
1)將“關門”選擇撥至“關門手動”擋位,用手推前後安全門關門到位,頂針退回到位,射料鎚頭回錘到位,選擇沖頭動作時,沖頭須回位。
3)雙手各按住一個“鎖模”按鈕,機器將做鎖模動作,至終止位置時,由於感應開關、限位開關的控制,機器將自動終止鎖模動作。設置鎖模按鈕兩個,目的是使模具安裝、維修、測試符合安全要求。
(2)開模動作操作方法
1)要求回錘到位,速度選擇開關撥至所選擋位,開模壓力撥碼撥至合適數字。
2)按住開模按鈕,機器做開模動作,運動至終止位置時,其開模終止感應開關斷開,機器將自動終止開模動作。
(3)扣前、扣后動作
按住扣前按鈕,鎖模柱架裝置作扣前動作,按住扣后按鈕,鎖模柱架裝置作扣后動作。當扣嘴油缸活塞運動到位后將自動終止動作。
(4)頂針動作
將頂針壓力撥碼調節合適。
1)頂針進動作:要求開模終止到位,頂針進感應開關斷開。按住頂針按鈕,頂針油缸活塞桿推出,帶動頂針桿前進,由頂針進感應開關控制運動終止位置。
2)頂針退動作:要求頂針退感應開關斷開。鬆開被按住的頂針按鈕,頂針桿作退回運動,由頂針退感應器開關控制運動終止位置。
(5)機械手(沖頭運動)
要求開模終止到位,壓縮空氣閥開通,氣壓管路正常,按住沖頭按鈕,實現機械手向下運動(又稱沖頭向下運動),鬆開沖頭按鈕,機械手向上運動(又稱沖頭回運動)。
(6)噴霧
要求開模終止到位,壓縮空氣閥開通,氣壓管路正常,脫模劑管路接通,按住噴霧按鈕,兩個噴霧嘴同時噴出霧狀溶劑,鬆開按鈕即可停止噴霧。如果脫模劑管路未通,操作射嘴噴出氣體。
(7)射料動作
要求前後安全門關門到位,鎖模終止到位,扣前運動到位。當同時按住射料、鎖模按鈕,則打料油缸活塞桿推出,帶動料錘作打料運動,一速射料、二速射料運動轉換由限位開關控制,當鬆開被按住的射料按鈕時,打料活塞桿退回,帶動料錘作回錘運動。
(8)抽芯動作
要求頂針退回到位,在抽芯1感應開關斷開的前提下,按住抽芯l按鈕,抽芯油缸活塞桿推出,帶動模具抽芯前進,鬆開被按住的抽芯1按鈕,抽芯油缸活塞桿退回並帶動模具抽芯退回。
(9)抽芯2動作
要求頂針退回到位,在抽芯2感應開關斷開的前提下,按住抽芯2按鈕,抽芯油缸活塞桿推出,帶動模具抽芯前進,鬆開被按住的抽芯2按鈕,抽芯油缸活塞桿退回並帶動模具抽芯退回。
2.熱室壓鑄機自動操作方法
1)將“手動、半自動、全自動”選擇按鈕撥至“半自動”擋位,“安全門開關”撥至“氣門自動”擋位,壓力、時間撥碼調至合適,定嘴、離嘴選擇按鈕撥至所需擋位,使用機械手及噴霧時,則將沖頭選擇開關及噴霧選擇開關撥向0N,將開鎖模速度選擇開關撥至所需擋位。
2)關好安全門,機器便以半自動壓鑄循環動作工作。
3)每完成一個循環周期,氣動門自動打開后又自動關門,再進行下一個循環周期。
3.熱室壓鑄機全自動操作方法
1)將“手動、半自動、全自動”選擇按鈕撥至“全自動”擋位,“安全門開關”撥至“關門手動”擋位,壓力、時間撥碼調至合適,定嘴、離嘴選擇旋鈕撥至所需擋位,使用機械手及噴霧時,則將沖頭選擇開關及噴霧選擇開關撥向ON,將開模速度選擇開關撥至常速擋位。
2)關好安全門,機器便按全自動壓鑄循環動作工作。
3)當鑄件產品掉落後,電眼感應計數,機器進入下一個循環周期的動作。注意:如果機器是作全自動空運行,當運動至落料動作時,操作者應打開一下落料門,此時落料感應開關感應后,機器才進入下一循環周期的動作,如果沒有感應信號動作,機器會停止運動並報警提示操作者。

基本信息
- 中文名
- 熱室壓鑄機
- 外文名
- hot chamber die casting machine
- 合型力
- 580kN
- 動型板行程
- 200mm
- 頂出行程
- 60mm
- 壓射力
- 60kN
- 特點
- 生產工序簡單、效率高等
- 所屬學科
- 機械工程
- 應用
- 薄壁壓鑄件生產等
- 組成
- 壓射室、鵝頸管等