仿形法
仿形法
仿形法是用與被加工齒輪齒槽法向截面形狀相符的成形刀具加工齒形的方法。常見的有銑齒、拉齒等,其中以銑齒應用較多。
仿形法(亦稱成形法)原理是採用專用的齒形銑刀在銑床上加工。下圖所示分別為盤形和指狀形齒形銑刀在加工時的情形,齒形銑刀在軸向剖面內,其刃口截形與被加工齒輪的齒槽廓形相同,前者適宜於卧式銑床上加工小模數齒輪,後者適宜於立式銑床或專用銑齒機上加工大模數齒輪。
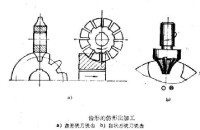
齒形的仿形法加工
指狀齒形銑刀的加工方法與盤形銑刀基本相似,不同點是銑刀軸線垂直安裝。
銑削直齒圓柱齒輪的方法如下圖所示。當模數m<8時,用盤狀模數銑刀在卧式銑床上加工(下圖a);當m≥8時,用指狀模數銑刀在立式銑床上加工(下圖b)。銑削時,模數銑刀作旋轉運動(主運動),齒坯安裝在心軸上,心軸裝在分度頭頂尖與尾架頂尖間。縱向工作台帶著分度頭、尾架、齒坯向著銑刀作縱向進給。每銑完一個齒槽,工件退回,按齒數進行分度,然後再加工另一個齒槽。成形法所加工的輪齒形狀由模數銑刀保證;輪齒分佈的均勻性由分度頭保證。
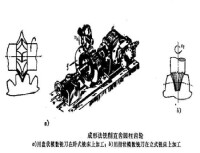
仿形法銑削直齒圓柱齒輪
仿形法
仿形法
仿形法
為保證銑削的輪齒形狀準確,不單要保證銑刀模數、壓力角與被銑齒輪相同,還要求對每一齒數的齒輪都要有一把相應的銑刀。這是因為相同模數和壓力角的齒輪,其漸開線齒形的形狀與基圓直徑 有關,而 又與齒數z有關( )。即齒數不同,齒形也不同。若要保證同一模數的每一種齒數的齒輪齒形準確,都要用一把專用的模數銑刀加工,這就需要很多規格的銑刀。銑刀規格繁多既不經濟,也不便於管理和使用。在實際生產中,為降低成本,將同一模數的銑刀一般做成8把或15把,分別銑削齒形相近的一定齒數範圍的齒輪(見下圖表)。各把(即各號)銑刀的齒形按所銑齒數範圍內最小齒數的齒形製造,因此加工其它齒數的齒輪只能獲得近似齒形,產生齒形誤差(也稱理論誤差)。
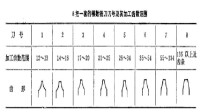
8把一套的銑刀模數銑刀刀號及加工齒數範圍
成形法銑齒可在一般銑床上進行,模數銑刀比其它齒輪刀具結構簡單,易於製造,因此生產成本低,每銑一齒均需切入、切出、退刀以及分度等輔助時間,所以生產率較低;齒形準確程度完全取決於模數銑刀,有較大的齒形誤差,用分度頭分齒,還會產生較大的分齒誤差,所以銑齒精度較低。
成形法銑齒一般用於單件小批生產和機修工作中,加工精度為9~12級,齒面粗糙度值Ra為6.3~3.2μm的直齒、斜齒和人字齒圓柱齒輪,也可加工齒條和錐齒輪。使用高精度指狀模數銑刀和精密分度夾具,也能銑削重型機械中精度要求較高的齒輪。
(1)加工精度較低
在某一齒數範圍內選用同一號數的齒輪銑刀,加工出的齒輪廓形顯然存在較大的誤差,難以達到精度要求。而且每加工一齒槽后的分度誤差也會直接影響齒形的加工精度。
(2)生產效率低
仿形法銑齒,每切削完一個齒槽都需要重複退刀、分度、切入、切出,增加了輔助工時,使生產效率降低。
(3)不需專門的齒輪加工機床
仿形法銑齒,一般在普通卧式或立式銑床上進行,不需購置專門的齒輪加工機床,且齒輪銑刀結構簡單、價格便宜。因此,加工成本低。
因此,仿形法銑齒適合維修與單件、小批生產中加工9級以下低精度齒輪。
另外,在拉床上拉制內齒輪亦屬於仿形法加工。這種方法雖生產率較高,但必須製造價格昂貴的專用拉刀,所以只適用於大量生產徑向尺寸較小的內齒輪。
為此,生產中加工齒輪大量採用的是展成法。
