應力
物體單位面積上的內力
物體受到力、濕度、溫度變化等變形時,物體內會產生內力,單位面積上的內力稱為應力。應力有正應力和剪應力或切應力之分。
物體內部的應力狀態可藉助應力張量來進行分析。物體的應力可採用應力儀或者應變儀來測。
殘餘應力可給部件帶來開裂、翹曲及變形、產品尺寸變化等危害,可採用自然時效、熱時效法、亞共振、振動時效等手段予以消除。
(、濕、溫化)形,各產互,單積稱。矢量,沿截量稱,沿切量稱切應力。
各稱該狀態。,否描述狀態?析,需組互垂狀態,截組及需考察截系示。
應力
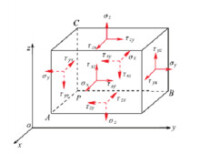
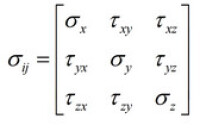
為規定應力分量的正負號,首先假設:法向與坐標軸正向一致的面為正面;與坐標軸負向一致的面為負面。進而規定:正面上指向坐標軸正向的應力為正,反之為負;負面上指向坐標軸負向的應力為正,反之為負。三個正面上共有九個應力分量(包括三個正應力和六個切應力)。此九個應力分量可寫成如右圖矩陣形式。
應力
應力分量的第一個下標表示作用平面的法向;第二個下標表示應力作用的方向。正應力的兩個下標是一樣的,故用一個下標簡寫之。
由於切應力互等定理,上列矩陣中對角的切應力是相等的,即:。因此,此矩陣為對稱矩陣,九個應力分量中六個應力分量是獨立的。
主應力的公式見右圖方程。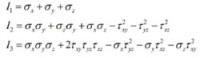
應力
如果作用在某一截面上的全應力和這一截面垂直,即該截面上只有正應力,切應力為零,則這一截面稱為主平面,其法線方向稱為應力主方向或應力主軸,其上的應力稱為主應力。如果三個坐標軸方向都是主方向,則稱這一坐標係為主坐標系。
應力張量不變數
在求解主應力的過程中會得到以主應力為未知數的三次方程,叫做狀態方程,見右圖方程。
應力
狀態方程的三個係數唯一由主應力確定,而一點的主應力是唯一的,這樣就得到了不隨坐標變化的三個量,叫作應力張量不變數。
以上說明的都是一點的應力狀態,而物體內部不同點的應力狀態一般是不同的,那麼如何描述相鄰點間的應力變化關係呢?
以物體內某一點P(x,y,z)為頂點截取邊長分別為dx,dy,dz的直角平行六面體微元,另一個頂點的坐標則為。根據靜力平衡方程,並處理掉高階小量,得到應力平衡微分方程。
應力儀或者應變儀是來測定物體由於內應力的儀器。一般通過採集應變片的信號,而轉化為電信號進行分析和測量。
方法是:將應變片貼在被測定物上,使其隨著被測定物的應變一起伸縮,這樣裡面的金屬箔材就隨著應變伸長或縮短。很多金屬在機械性地伸長或縮短時其電阻會隨之變化。應變片就是應用這個原理,通過測量電阻的變化而對應變進行測定。一般應變片的敏感柵使用的是銅鉻合金,其電阻變化率為常數,與應變成正比例關係。
通過惠斯通電橋,便可以將這種電阻的比例關係轉化為電壓。然後不同的儀器,可以將這種電壓的變化轉化成可以測量的數據。
對於應力儀或者應變儀,關鍵的指標有:測試精度,採樣速度,測試可以支持的通道數,動態範圍,支持的應變片型號等。並且,應力儀所配套的軟體也至關重要,需要能夠實時顯示,實時分析,實時記錄等各種功能,高端的軟體還具有各種信號處理能力。
另外,有一些儀器是通過光譜,膜片等原理設計的。
自然時效是通過把零件暴露於室外,經過幾個月至幾年的時間,使其尺寸精度達到穩定的一種方法。大量的試驗研究和生產實踐證明,自然時效具有穩定鑄件尺寸精度的良好效果。
最傳統、也是目前最普及的方法—熱時效法,把工件放進熱時效爐中進行熱處理,慢慢消除應力。這種方法的缺點也非常顯著,比如衛星製造廠對溫度控制要求非常嚴格的鋁合金工件以及長達十米或者更大的巨型工件都無法用這種方法處理。而且這種方法還帶來了大量的污染和能源消耗,隨著中國及世界範圍內對環保的進一步要求,熱時效爐的處理方式馬上面臨全面退出的境地。
這種方法雖然解決了熱時效的環保問題,但是使用起來相當煩瑣,要針對不同形狀的工件編製不同的時效工藝,如果有幾百上千種工件就要編幾百上千種工藝,而且在生產時操作相當複雜,需要操作者確定處理參數,複雜工件必須是熟練的專業技術人員才能操作。更令人遺憾的是這種方法只能消除23%的工件應力,無法達到處理所有工件的目的。
振動時效技術,國外稱之為"VibratingStressRelief"(簡稱"VSR"),旨在通過專用的振動時效設備,使被處理的工件產生共振,並通過這種共振方式將一定的振動能量傳遞到工件所有部位,使工件內部發生微觀的塑性變形—被歪曲的晶格逐漸恢復平衡狀態。位錯重新滑移並釘扎,最終使殘餘應力得到消除和均化,從而保證了工件尺寸精度的穩定性。
振動時效的實質是以共振的形式給工件施加附加動應力,當附加動應力與殘餘應力疊加后,達到或超過材料的屈服極限時,工件發生微觀或宏觀塑性變形,從而降低和均化工件內部的殘餘應力,並使其尺寸精度達到穩定。
開裂
因為應力的存在,在受到外界作用后,如移印時接觸到化學溶劑或者烤漆後端時高溫烘烤時,會誘使應力釋放而在應力殘留位置開裂。開裂主要集中在澆口處或過度填充處。
翹曲及變形
因為殘留應力的存在,因此產品在室溫時會有較長時間的內應力釋放或者高溫時出現短時間內殘留應力釋放的過程,同時產品局部存在位置強度差,產品就會在應力殘留位置產生翹曲或者變形問題。
產品尺寸變化
因為應力的存在,在產品放置后或處理的過程中,如果環境達到一定的溫度,產品就會因應力釋放而發生變化。

基本信息
- 中文名
- 應力
- 外文名
- stress
- 拼音
- yìng lì
- 計算公式
- τxy=τyx, τyz=τzy, τzx=τxz