裝裱機
書畫裝裱設備
裝裱機用於替代傳統手工裝裱書畫耗時費力工藝繁雜而出現的書畫裝裱機設備。
中國傳統書畫裝裱工藝據史書記載,裝裱工藝距今已有1700多年的歷史,在魏晉時期已經萌芽。南北朝時,裝裱工藝得到了進一步發展,逐漸形成了裝裱的基本形制——捲軸;到了唐代,產生了掛軸和冊頁兩種新的裝裱形制,這標誌著中國書畫裝裱工藝初級階段的告終。北宋宣和年間,書畫裝裱工藝已趨於完善,進入成熟階段,裝裱技藝及款式有了新的發展,並湧現出了一批書畫裝裱藝術家,同時發明創造了至今不衰的“宋宣和裝”的裝裱款式。明清至鴉片戰爭前,裝裱工藝的形制及品式則百花齊放,集歷代裝裱之大成,更加完善。進入20世紀,特別是新中國成立后,裝裱工藝在民間得到普及,形成了各自獨特的裝裱風格。如南方和北方的裝裱工藝就有“蘇裱”和“京裱”,即“南裱、北裱”之分。
大約自唐代中國書畫裝裱工藝傳入日本后,日本的裝裱藝術家經過消化、吸收、再創造,在原材料、工藝製作、款式變化等方面都有了一定的發展和突破,形成了自己的民族特色。眾所周知:日本是科技強國。在書畫裝裱工藝的探索上,與科技結合用於替代人工繁雜流程的機械設備逐漸趨於成熟,我國現在各地研發的書畫裝裱設備,在吸取日本裝裱機的經驗后,製造出更適合中國傳統工藝的裝裱機產品。
傳統書畫裝裱的過程,需要繁雜的過程和多年學習才能完全勝任。而裝裱機的特色就是:把裱畫過程中最耗時最主要的一道工藝“上牆”用裝裱機替代。原本“上牆”需要7天甚至半月時間。而用裝裱機的時間就大大的縮短為半小時左右,解脫出90%的人力和時間成本。在上世紀80年代初已經趨於成熟,隨著中國和諧社會的發展,居民的文化氛圍和藝術需求不斷延伸。裝裱機更適合新時代藝術發展需要,作為書畫裝裱工藝背後的技術支持,已經越來越多受到全國各地書畫市場和專業人士的必備工具。
書畫裝裱機及裝裱材料是將日本最新機裱技術和中國傳統裝裱相結合的高科技產物,它的誕生標誌著中國書畫裝裱進入了一個新的階段,是對傳統裝裱工藝觀念上的革新。最突出的特點為:(1)裝裱時不用上牆,長時間懸掛不會因季節潮濕或乾燥而產生變形。所裱作品平展柔軟,不易折。因採用高分子改性材料,裱件不會出現起泡現象,並能防霉防蛀。(2)操作簡單,能在較短時間內全面掌握裝裱技術。(3)速度快捷,立等可取。(4)所裱作品,潔凈不沾污,色不脫落,墨無泅散,容易揭裱。因此,裝裱機會使所裱作品檔次更高,質量更好,效果更佳。
裝裱機採用民用電 220V 。普通照明用電即可滿足。
裝裱機 耗電功率從750W到1800W 不等。
工作頻率50HZ--60HZ.
裝裱機型號對應於傳統書畫裝裱尺寸,比如四尺整幅,六尺整幅,八尺整幅,以及更大更長的畫卷和橫幅。
型 號:適用範圍:
2DZBJ-B-1 1.1米工作面裝裱機 用於: 四尺整張及以下尺寸的裝裱。
2DZBJ-C 1.3米工作面裝裱機 用於: 六尺整張及一下尺寸的裝裱。
2DZBJ-D 1.6米工作面裝裱機 用於:八尺整張及寬不大於1.7米的裱件。
2DZBJ-E 2米工作面裝裱機
2DZBJ-H 2.4米工作面裝裱機 用於:超大規格尺寸的畫心裝裱。
裝裱機
2.2紙
裝裱中主要使用色宣、仿綾紙、禙紙。
(1)色宣,主要用於局條,包邊紙及鑲料。
(2)仿綾紙,主要用做紙活裱件的鑲料。

裝裱機
2.3錦綾

裝裱機
2.4織錦
亦稱仿古錦、宋錦,織錦鑲裝的書畫更為富麗堂皇,精美大方,給人以古色古香,高雅華貴之感,是目前較高檔的裝裱材料。
除了上述材料,也可以用絲綢、麻、布以及化纖維材料裝裱書畫,韓國、日本所產錦緞效果亦佳。但無論選用何種材料,都應將有利於書畫的保存放在首位,因此,必須具備柔軟、性能穩定的特徵。
2.5其他材料
(1)天桿 亦稱上桿、楣條。木質、凸背(亦稱鯽魚背)狀,配裝在立軸上端或橫披的左右兩端。
(2)地桿 亦稱下桿、地軸。木質或紙質圓形。配裝在立軸下端或手卷尾部。
(5)扎帶 亦稱畫帶。絲質扁帶,系在繩帶上,縛扎收卷立軸,橫披等裱件。有黃、綠、棕、咖啡等色彩。
(6)銅鈕 亦稱銅鼻、絛圈。以銅絲製成,有單腳雙腳及纏腳式樣,釘置在天桿上,用於穿繩扎帶。
(7)揭裱液 用於機裱畫件的揭裱。
(8)酒精 用於擦拭除去粘在機器加熱板上的膠膜或污垢。
3.1.1立軸
檢查畫心,噴水→畫心壓平→畫心轉移膠膜→方裁畫心→準備褙紙,配裁鑲料→上局條→固定畫心→鑲嵌錦玲→壓合→壓包首→四方裁邊→貼畫簽角袢,夾口內貼紙→包邊→壓合→配桿→上天地桿,封口→穿絛繩,系扎帶→檢查裱件,收卷包裝。
3.1.2鏡 心
檢查畫心,噴水→畫心壓平→畫心轉移膠膜→方裁畫心→準備褙紙,配裁鑲料→上局條→固定畫心→鑲嵌錦玲→壓合→壓包首→四方裁邊→包邊。
3.1.3手 卷

裝裱機
3.2.1開 機
機器接受電源,打開開關,把溫控旋鈕調至所需溫度,檢查加熱板是否乾淨,在插上電熨斗,室溫在20℃左右可調至75—80℃,冬季或夏季由於氣溫較高或較低,可適當提高或降低溫度,以保證裱件質量和工作的正常進行。在整個裝裱工作過程中,機器可全天工作,但出於安全原因,一定做到人力機關切斷電源。
3.2.2檢查畫心並噴水
待機器升至所有要求溫度后,首先檢查畫面是否有污損現象。然後將畫心平鋪在裁板上按畫
心的尺寸裁出膠膜,膠膜尺寸應小於或等於畫心尺寸,以避免在畫心一起熱壓時,將露出的
膠膜粘在機器的加熱板上。之後把畫心平放在裱台上均勻地噴水,水的多少以不沾桌面為準
(或按實際需要而定),待水滲透后,將畫心輕輕送入裝裱機放在毛氈上放平,再慢慢放下
機器加熱板,熱壓時間根據畫心噴水多少而定,一般為60秒至90秒。畫心如有不平或畫心
邊緣呈“荷葉邊”狀時需要噴水再壓,直至壓干,壓平為止。
3.2.4方裁畫心

裝裱機
3.2.5準備禙紙,配裁鑲料
(1)禙紙的準備
機裱畫件採用夾宣(亦稱雙宣)作褙,其總長度是畫心長度在分別加上天頭與地頭的長度,寬度與天地頭的寬度一致,最後再在長度和寬度上各加1-3cm的餘地即可。裁好禙紙后,將其放入機器檯面下,進行熱壓整平。禙紙的質量和熱壓后的平整度同裱件質量密切相關。所以,首先要選擇質量較好的禙紙,其次在整平的操作中要認真細緻。
(2)鑲料的配裁
根據畫心,決定畫幅的品式,寬度與長度,然後再分別計算出天頭與地頭。
下面以常見的立軸、橫披、屏對和鏡心為例,詳述各品式鑲料配裁的一般方法和規格。
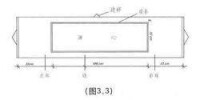
a. 一色裝:例如裝裱一張長100cm,寬35cm的畫心,其裝裱鑲料參考尺寸圖3.1所示:
b. 如裝裱的畫心近似正方形,比如說長67cm,寬45cm的畫心,則需加兩色圖3.2所示:
“天頭”與“地頭”的長度比例為6:4,也就是說,如果鑲料的總長度為1米,那麼天頭長60cm,地頭為40cm。裱件的邊的寬度視具體情況而定,一般為5-8cm左右。立軸可裱成一色、二色、三色或宣和裝,這要根據畫面的大小,畫面的內容與顧客的要求而定。另外還有要求加“驚燕”(亦稱綬帶)的,驚燕高度同天頭長度相等,寬度是天頭寬度的30%。
裝裱機
屏對(包括通景屏、對聯、四角屏、八角屏)。
屏對的鑲料,天地頭比立軸的尺寸要短,邊也相應變窄。對聯兩張為一套,兩張的長短、寬度、顏色必須一致,無特殊要求不加軸頭,四角屏、八角屏也是一樣。例如裱一尺寬,四尺長短、寬度、寬4-5cm,天頭為30cm,地頭為20cm即可。
四邊鑲料無需要裝桿,如裝鏡框則不用包邊。有橫式。豎式之分。橫式鏡心的上下兩邊要小於左右兩邊,豎式鏡心的上邊與下邊的比例為6:4.
需要注意的是,各地裝裱習慣不近相同,各類畫心規格各異,以上列數據僅供參考,要想真正掌握,還有靠多看、多學、多干。裁配的鑲料,應比實際尺寸寬一些,以備鑲后取正。錦綾絕對不能橫豎交替使用,否則使用一種顏色的圖案呈現出兩種不同的效果。
3.2.6上局條
將裁好的畫心正面朝上,放在檯面上,揭去隔離紙,左手拿局條,使局條正面朝下,放在粘就、口上,右手拿熨斗,把局條輕壓在粘口上,所壓寬度為一毫米左右,拿局條的左手隨著熨斗的前移而後退,直至由粘口的左端至右端,剪斷局條后,揭去局條上的隔離紙,再用相同方法粘其餘三邊,注意先粘兩邊,再粘上下,在上局條時要注意用“巧勁”,熨斗靈活,注意熨斗只在局條上加熱,不要放到畫心上。
3.2.7固定畫心
將畫心正面朝上,放在已壓平的褙紙上,留出天、地頭和邊的位置后,送入機器台上,熱壓6-9秒種后取出,注意時間長短視畫心紙厚度而定,薄者宜短,厚著宜略長。
3.2.8鑲嵌錦綾
把揭去隔離紙的兩條邊的鑲料分別擺放於畫心兩邊。內邊離開畫心所顯現出局條的寬度(亦稱局條縫)小幅畫件1-1.5毫米,大幅放至1.5-2毫米,然後用熨斗輕壓幾下,以起定位作用。再把天頭、地頭放好,固定好后,注意畫心四周的局條縫是否一致。切記在未把天地頭粘住畫心之前,貼上下夾口紙。上夾口2.5-3cm,貼上天頭,下夾口紙5.5-6cm,貼於地頭。夾口紙是留待最後上天地桿之用。最後,把鑲好的裱件放入機器內進行熱壓即可。時間為6-9秒,視畫心紙質和鑲料薄厚延長或縮短熱壓時間。
3.2.9 經機器熱壓的裱件,需進行裁方,方法是:先將裱件天地頭多餘的禙紙去掉,天頭禙紙比天頭鑲料長1-2cm,地頭禙紙長3-4cm即可,然後按照兩條邊的相應寬度裁齊兩邊。把上下夾口紙翻折取正,裁兩條2-3cm的帶膠錦綾余料,分別粘於上下夾口內,以防止日久天地桿鬆弛現象。接著把裱件翻過,使其畫面衝下,在地桿處貼上用帶膠錦綾余料所作的角袢和夾口內貼紙,用帶有膠膜的“彷古宣”作為畫簽,寬度為2.4-3cm,長度為裱件寬度的一半或三分之一,位置為豎邊與天桿間隔一線,外口齊裱件邊緣。(圖3.4)
3.2.10包邊
將裁好的包邊紙揭掉隔離紙,把裱件放在裱台上使其正面朝上,用與鑲局條相同的手法燙上包邊紙的二分之一寬度。把兩邊的包邊紙燙好后,將裱件翻過進行“回邊”,可剪一塊6cm見方隔離紙,放一半在裱件下,然後齊著裱件邊緣把另一半折過來,用左手的拇指,食指捏住隔離紙,其餘三個指頭按住裱件,稍用力往外兜直至包邊紙折過,就這樣,左手與右手所拿熨斗互相配合,一邊兜一邊熨,直至把兩條包邊紙熨好。包好邊後放入機器熱壓10秒左右,取出后平方於裱台上,準備配桿。
3.2.11配桿
用刀劃開被抱住的夾口紙,將其翻開用手壓平,將天桿貼緊夾口放平,再把后夾口符合在天桿上面,取針錐依左右邊口在天桿上扎眼作記,並依針眼鋸掉多餘木料。地桿配法同天桿相同。然後天桿上固定好銅鈕,把軸頭裝到地桿上準備上桿。
3.2.12上天地桿
先夾口紙的對摺處及上下兩邊分別貼上雙面膠帶,將天桿移至外夾口向前包裹天桿,銅鈕處持裁刀割破,爾後粘實於天桿平面,然後,把前夾口紙向上掀,頂靠桿身,並以手掌壓住天桿,令包裹的天桿與前夾口紙粘合在一起,最後用包邊紙封口。地桿上法同天桿相似,先粘住外夾口后,再粘前夾口即可。
3.2.13穿繩、扎帶
天地桿裝好后,即可進行傳絛繩,系扎帶,扎帶的結扣須平整;二端長短不一;長帶在前,便於系扎;扎帶長度以纏繞兩圈后並能打成蝴蝶結為宜。
3.2.14檢查裱件、收卷包裝
檢查裱件時注意要看畫心於鑲料裁切是否齊准;畫心有無褶皺殘損;錦綾有無脫線;天地桿配裝是否合適,緊實;籤條、封條、角袢、繩帶、銅鈕、扎帶、軸頭等附屬件事否規範,協調;整個裱件厚薄、柔軟,手感是否適度。檢查完畢,最後收卷包裝,至此,一件書畫的機器裝裱工作即告完成。
裝裱機的保養及注意事項:
裝裱機機體工作后開起加熱板,嚴禁長時間壓合,以免影響毛氈海綿的使用壽命。
加熱板
書畫裝裱機中起主導作用的就是加熱板,故一定要其保持乾淨,嚴禁硬物碰撞’如有臟物或粘上的膠膜,用抹布蘸上酒精擦掉即可,在機器通電時也可擦拭。
毛氈平放在雙層橡膠海綿上,注意保持清潔以免影響裝裱效果和效率。
6.3連接軸
新機器在使用時,鎖軸處會有摩擦聲,用機油蘸在軸上,操作幾下手柄,聲音就會消失。
當機器壓力不足時,可更新彈力海綿或調整螺栓。
指示燈
指示燈分加熱指示燈和電源指示燈,通電后,兩燈同時開啟,當通電十五分鐘左右,溫度會達到調控溫度,加熱指示燈會自動熄滅。在使用過程中,加熱指示燈會隨著熱量的大小而自動調整是否加熱,但不影響正常的操作。
溫度控制
正常溫度範圍在75—8C℃可直接把溫度調至該溫度后通電,關機后不用調回原位。
開 關
這裡需注意的是,機器的開關最好和小熨斗的開關合在一起,這樣關機時不易出現疏漏。機器可全天工作,但為安全起見,一定做到人離機關,如長時間不用切斷電源。

基本信息
- 中文名
- 裝裱機
- 特色
- 時間大大縮短
- 起源
- 魏晉時期已經萌芽
- 保養
- 嚴禁長時間壓合