銦鋼尺
水準標尺的一種
銦鋼尺,也叫銦瓦尺或銦瓦水準標尺,是水準標尺的一種,有1m、2m、3m等幾種型號,分格值有10 mm和5mm兩種,有兩排分划。其原理就是一根用銦鋼帶尺刻劃,並按一定條件固定在尺框內。由於它比一般的水準標尺有更好的特性和更高的精度,所以,要進行精密的水準測量時,首選該類尺子。
圖1
錮鋼尺的分划精度直接影響測量結果的準確性與可靠性,因此必須對錮鋼尺的分划精度進行定期檢測,測定錮鋼尺的分划誤差或確定錮鋼尺的修正常數,以便對錮鋼尺進行測量的結果加以改正。而且根據檢測結果可以判定該尺是否符合國家標準中的精度要求,能否繼續使用。因此在進行高等級水準測量前,都應該對錮鋼尺進行檢測,以確保測量的精度。
隨著我國國民經濟的高速發展,要求對各種工業生產中的技術指標進行高精度和高效率的定量檢測。在相關企業ISO-9000族的認證中,錮鋼尺作為高精度的測量工具必須定期送計量部門校準,檢測需求十分大。而目前我國大多數計量部門對錮鋼尺的檢驗手段還停留在使用光學讀數顯微鏡進行目視測量的方法。即先用光學讀數顯微鏡瞄準錮鋼尺各個刻線的右下邊緣記錄讀數,然後立即進行返測,瞄準各個刻線的左上邊緣,一記錄讀數。然後對記錄的讀數按國標中的計算方法進行計算處理。這種檢測方法不僅繁瑣,消耗時間,計算量大,而且由於採用目視方法對準,產生的誤差也比較大。
關於銦鋼尺,其原理就是一根用銦鋼帶尺刻劃,並按一定條件固定在尺框內,主要用於精密水準測量。這根尺主要精密在:用銦鋼帶作刻劃讀數的基質,熱膨脹係數較小,材料很貴;另一個是刻劃精度較高(並不要求刻劃等分很細),一般水準尺是做不到的;再一個就是固定銦鋼帶有講究,基本上是正好自由狀態,用手觸動可以感覺到。因此,銦鋼尺的特點就是:刻劃很嚴密,精度高,熱膨脹係數小,受外界溫度影響幾乎可以忽略(正常工作範圍內,極限條件另論)。
在國家標準一水準標尺檢定規程(JJGB-91)中,對銦鋼尺的檢定包括很多方面:外觀、中軸線與標尺底面的垂直度、零點差之差、分划面彎曲差、米間隔長度平均值及各分米分划誤差等。本項目的主要任務是研製一套自動檢測銦鋼尺的分划間隔誤差的系統。
國標中對銦鋼尺的間隔有明確的規定,即對銦鋼尺間隔長度平均值及各分米分划誤差有如下要求:銦鋼尺米間隔長度平均值與標稱值之差,一支標尺不得超過,一副標尺不得超過 ;一排分划的刻劃標準差不得超過 。
為了適應生產發展的需要,我國自上個世紀九十年代對銦鋼尺的檢測也制定了較完整的檢測規範和檢定方法。國內一些研究人員為了提高銦鋼尺檢測的質量進行了大量的研究,提出了一些旨在能夠實現對銦鋼尺進行高精度高效率檢測的方法。為了提高檢測的速度和精度,一些研究人員將光學讀數顯微鏡改為光電顯微鏡進行瞄準,配以雙頻激光長度測量系統進行檢測,這樣可以進一步提高檢測精度。下面主要介紹一下利用光電瞄準顯微鏡進行檢測的原理。
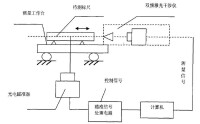
圖2 銦鋼尺檢測系統的組成

圖3
瞄準光學系統的基本任務是將水準尺上的分劃線清晰地成像在雙狹縫上,並能獲得足夠大的信號。因此瞄準光學系統應滿足兩個基本要求:一是應具有足夠的景深,以適應尺面波動;二是在雙狹縫上要有足夠的光通量,以滿足能量的要求。所以瞄準光學系統既是一個幾何成像系統,又是一個能量傳遞系統。為了減少由於水準標尺面上光亮度不均勻產生的瞄準誤差,照明系統應該採用柯勒照明方式;為消除由於景深存在而產生的瞄準誤差,瞄準光學系統應該採用物方遠心光路。

基本信息
- 中文名
- 銦鋼尺
- 外文名
- Invar rods
- 分格值
- 10 mm和5mm
- 型號
- 1m、2m、3m等
- 屬於
- 水準標尺
- 別稱
- 銦瓦尺、銦瓦水準標尺