G71
內外徑粗車複合循環指令
G71是數控車床加工技術指令中的內外徑粗車複合循環指令。
G71指令適合於採用毛坯為圓棒料,粗車需多次走刀才能完成的階梯軸零件。
● 無凹槽加工
格式:G71 U(△d) R(e) P(ns) Q(nf) X(△x) Z(△z) F(f) S(s) T(t)
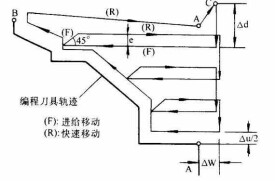
該指令執行如圖所示的粗加工和精加工,其中其精加工路徑為A→A′→B′→B的軌跡。
● 有凹槽加工
格式:G71 U(△d) R(r) P(ns) Q(nf) E(e) F(f) S(s) T(t)
說明:
G71 U (Δd) R(e)
G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)
其中:
Δd為背吃刀量;
e為退刀量;
ns為精加工輪廓程序段中開始段的段號;
nf為精加工輪廓程序段中結束段的段號;
Δu為留給X軸方向的精加工余量;(直徑值)
Δw為留給Z軸方向的精加工余量;
f、s、t為粗車時的進給量、主軸轉速及所用刀具。而精加工時處於ns到nf程序段之內的F、S、T有效。
1.採用複合固定循環需設置一個循環起點,刀具按照數控系統安排的路徑一層一層按照直線插補形式分刀車削成階梯形狀,最後沿著粗車輪廓車削一刀,然後返回到循環起點完成粗車循環。
2.零件輪廓必須符合X、Z軸方向同時單調增大或單調減少,即不可有內凹的輪廓外形;精加工程序段中的第一指令只能用G00或G01,且不可有Z軸方向移動指令。
3.G71指令也可用於內孔輪廓的粗車加工。
4.G71指令只是完成粗車程序,雖然程序中編製了精加工程序,目的只是為了定義零件輪廓,但並不執行精加工程序,只有執行G70時才完成精車程序。
以上只適用於Fanuc和廣數980機床,但在華中系統中有些不同。
1.法蘭克和980中此複合循環分粗車和精車程序段:
其中粗車程序段格式:G71 U (Δd) R(e)
G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)
精車程序段格式: G70 P(ns) Q(nf)
如果粗車程序走完后要改變車削參數{主軸轉速、進給速度、刀具等等},可以在G70前或G70中指定。一般來講可以在G70前加上M05&M00,方便粗車完畢后測量,修正刀補值,然後執行G70精車程序。
2.華中系統中G71不分粗、精車。
格式: G71 U (Δd) R(e) P(ns) Q(nf) X(Δu) Z(Δw) F(f) S(s) T(t)
在此系統中,粗車完畢后就執行精車程序。
華中G71程序一般模式:
T####粗車刀具
M03S###粗車轉速
G00或G01定位
G71 U (Δd) R(e) P(ns) Q(nf) X(Δu) Z(Δw) F(f) S(s) T(t)
M03S####精車轉速
{G41或G42}+{G00或G01}調刀尖圓弧補償
N10G01X### 第一條不能用G02或G03,盡量不用G00靠近工件
G01Z### 固定格式
。。。。。。。
N20G01離開毛坯表面。
3.Fanuc和廣數980機床零件輪廓必須符合X、Z軸方向同時單調增大或單調減少,而華中可以不滿足幾何形 狀單調性,意為華中系統可以用G71車X向凹輪廓。
4.華中系統車削不帶凹輪廓時: G71 U (Δd) R(e) P(ns) Q(nf) X(Δu) Z(Δw) F(f) S(s) T(t)
車削帶凹輪廓時:G71 U (Δd) R(e) P(ns) Q(nf) E (Δu) F(f) S(s) T(t) 注意2者不同,
5.余量 Δu{ X(Δu)或 E (Δu)} 車外圓時為正,車孔時為負。這一點很關鍵。
6.應注意使用G71時,刀尖方位號的設定。
O3327
N1 M03 S400 (主軸以400r/min正轉)
N2 T0101 (選定刀具,建立工件坐標系)
N3 G0 X46 Z3 (刀具到循環起點位置)
N4 G71 U1.5R1
N5 G71 P5 Q14 X0.4 Z0.1 F100 (粗切量:1.5mm精切量:X0.4mm Z0.1mm)
N6 G00 X0 (精加工輪廓起始行,到倒角延長線)
N7 G01 X10 Z-2 F30 (精加工2×45°倒角)
N8 Z-20 (精加工Φ10外圓)
N9 G02 U10 W-5 R5 (精加工R5圓弧)
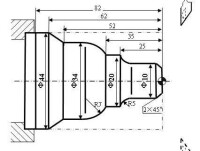
G71例圖
N12 G01 Z-52 (精加工Φ34外圓)
N13 U10 W-10 (精加工外圓錐)
N14 W-20 (精加工Φ44外圓,精加工輪廓結束行)
N15 X50 (退出已加工面)
N16 G00 X80 Z80 (回對刀點)
N17 M05 (主軸停)
N18 M30 (主程序結束並複位)
基本信息
- 外文名
- G71
- 類型
- 數控車床加工技術指令
- 適用範圍
- 階梯軸零件
- Δd
- 為背吃刀量
- e
- 為退刀量
- 學科
- 機械