熱流道
熱流道
熱流道(Hot Runner Systems)是在注塑模具中使用的,將融化的塑料粒子注入到模具的型腔中的加熱組件系統。熱流道模具是將傳統式模具或三板式模具的澆道與流道經過加熱,於每一成形時即不需要取出流道和澆道的一種嶄新構造。
很多條件都是選擇熱嘴時考慮的因素,例如:不同的塑料特性,製品的形狀、大小、厚薄、重量,型腔排列和澆口位置,目前市面上有數款不同形狀和大小的熱嘴和流道板以適應各種產品。
熱流道是通過加熱的辦法來保證流道和澆口的塑料保持熔融狀態。由於在流道附近或中心設有加熱棒和加熱圈,從注塑機噴嘴出口到澆口的整個流道都處於高溫狀態,使流道中的塑料保持熔融,停機后一般不需要打開流道取出凝料,再開機時只需加熱流道到所需溫度即可。因此,熱流道工藝有時稱為熱集流管系統,或者稱為無流道模塑。
熱流道技術的優、缺點
1、節約原材料,降低成本。
2、縮短成型周期,提高機器效率
3、改善製品表面質量和力學性能。
4、不必用三板式模具即可以使用點澆口。
5、可經濟地以側澆口成型單個製品。
6、提高自動化程度。
7、可用針閥式澆口控制澆口封凍。
8、多模腔模具的注塑件質量一致。
9、提高注塑製品表面美觀度。
10、可以使用較小的注塑壓力,可以有效降低薄壁產品的后變型。
但是,每一項技術都會有自身的缺點存在,熱流道技術也不例外:
1、模具結構複雜,造價高,維護費用高。
2、開機需要一段時間工藝才會穩定,造成開始廢品較多。
3、出現熔體泄露、加熱元件故障時,對產品質量和生產進度影響較大。
上面第三項缺點,通過採購質量上等的加熱元件、熱流道板以及噴嘴並且使用時精心維護,可以減少這些不利情況的出現。
熱流道系統分為絕熱流道(fully hot runner)和微型半熱流道系統(semi hot runner)。絕熱流道的設計複雜,但效果好和維護成本非常低。微型半熱流道結構化繁為簡,穩定好用,故障率低,因結構簡單因而維護成本低,對生產的穩定進行有更大保證。
熱流道分類:開放式(用於微型半熱流道)、針閥式(用於絕熱流道)。
開放式結構簡單,適用於微型半熱流道,不適於絕熱流道,絕熱流道對材料的局限性較高,而且直接接觸到產品表面,易出現拉絲和泄露,表面質量差;微型半熱流道不接觸產品而是接觸到微小流道,所以可以使用開放式熱噴嘴,在國外的高精密模具中應用較多。
針閥式熱流道
價位定位或接近於(中國市場價),MOLD-MASTER、INCOE、DME、AKOMA、HUSKY、FISA、SM(塑美-中國)。國外流行的疊模非熱流道莫屬,其實熱流道模具減少了設計上的很多要求,對設計人員開發更多的模具結構提供了很大的方便。塑美不但繼承了加拿大熱流道的領先技術,並在此基礎上,綜合了相關的注塑;電熱和精密機加工技術。公司充分利用人力資源,並引入最為先進的現場生產和客戶服務的體系,創建出一套令顧客充分滿意的管理體系。

使用熱澆道的瓶胚模具
⒉偏離射出成型機之中心的側向進澆:
以熱澆道方式進澆將可使模具的構造簡單,成形容易、加快成形速度、減少成形時的料頭、節約原料成本……一舉數得。
三板模
2.三板方式在每次頂出時,從模子取出豎澆道的移動量大於從模子取出成形品所必要的模板移動量。
3.由頂出側進澆時,或者需較長之豎澆道時使用:
可免除太長的料頭所產生的問題,例如:模具行程可減少、節省料頭殘留量、成形容易、不縮水、無流痕……等現象。
4.對於一些大型或是允許由中心進澆之產品:
⑴ 可以用熱澆道來取代三板模,以避免不必要的成形機模板的運動。
⑵ 在三板模使用之方式中,須移動母模板而取出料頭,若用熱澆道成形法,開模運動可縮短卸下料頭所必要的移動,因此可增加模子厚度,傳統方式本須用大成形機方可生產時,使用熱澆道之後可改用小成形機。
5.較難成形之物件:
例如:高黏度、低黏性、高成形溫度……、熱澆道系統可解決諸此問題。
具體的實例:金屬粉末射出、陶瓷粉末射出、塑膠磁鐵之射出、塑膠軸承之射出、熱可塑性橡膠(TPE)……等等。
6.可配合三板模之設計,減少料頭取出所需要之行程:
以熱澆道應用在三板模時有以下之優點:
⑴料頭容易取出,並且可減少料頭取出之行程。
⑵射料時之料流動較平均,又可分別控制各射出點的操作條件,射出較容易。
⑶節省材料費用。
7.節省材料費用及人工費用:
⑴冷料頭所產生之成本(利息損失)。
簡單的例子:倘若冷料頭占廢料率的68%而言,(在製造時1公斤的材料只能生產320 g的產品,而其餘的680 g為冷料頭)。
⑵儘管冷料頭尚可回收,不過基於人力的因素、回收料之混合比例……等等之因素之影響,為了維持正常的運轉,必須積存有一些冷料頭,因而造成資金的滯留。
倘若以材料費用100元/公斤,其積存的廢料為500公斤時,每天所需積壓的資金將高達500×0.68×100=34000元,因此其在利息上的損失約達每天200元左右,長期而言,金額非常可觀。
8.高速射出成形時:
高速射出成形不只提高成形效率,如杯子、容器……等肉厚薄之成形所不可缺乏的。
9.於使用層模(stack mold)時:
對於一些淺薄的、數量大的產品,例如:CD外殼、小顆粒產品,只需增加15%的鎖模力,以相同的射出時間,即可增加80%的產量。
⒑環保問題與效率的問題:
由於熱澆道是不產生“垃圾”,因此無所謂處理“垃圾”的問題。
所謂的“垃圾”意味著:
⑴資源的浪費:分析塑膠射出成形的過程中──
⑵不佔儲存料頭空間,無絞碎之噪音及變質的問題。
由於塑膠種類繁多,加上多種色澤不一,因此往往因積存料頭,必須在寸土寸金的土地上佔有不少空間,同時積壓了不少資金。
同時因絞碎必須產生噪音影響安寧,較差的工作環境影響工作士氣。
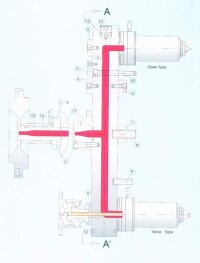
熱流道系統一般由熱噴嘴、分流板、溫控箱和附件等幾部分組成。熱噴嘴一般包括兩種:開放式熱噴嘴和針閥式熱噴嘴。由於熱噴嘴形式直接決定熱流道系統選用和模具的製造,因而常相應的將熱流道系統分成開放式熱流道系統和針閥式熱流道系統。分流板在一模多腔或者多點進料、單點進料但料位偏置時採用。材料通常採用P20或H13。分流板一般分為標準和非標準兩大類,其結構形式主要由型腔在模具上的分佈情況、噴嘴排列及澆口位置來決定。溫控箱包括主機、電纜、連接器和接線公母插座等。熱流道附件通常包括:加熱器和熱電偶、流道密封圈、接插件及接線盒等。
一般說來,熱流道系統分為單頭熱流道系統、多頭熱流道系統以及閥澆口熱流道系統。單頭熱流道系統主要由單個噴嘴、噴嘴頭、噴嘴連接板、溫控系統等組成。
單頭熱流道系統塑料模具結構較簡單。將熔融狀態塑料由注塑機注入噴嘴連接板,經噴嘴到達噴嘴頭后,注入型腔。需要控制尺寸d、D、L和通過調整噴嘴連接板的厚度尺寸,使定模固定板壓緊噴嘴連接板的端面,控制噴嘴的軸向位移,或者直接利用注塑機噴嘴頂住噴嘴連接板的端面,也可達到同樣目的。在定模固定板的合適位置設置一條引線槽,讓電源線從模具內引出與安裝在模具上的接線座連接。
多頭熱流道系統塑料模具結構較複雜。熔融狀塑料由注塑機注入噴嘴連接板,經熱流道板流向噴嘴後到達噴嘴頭,然後注入型腔。熱流道系統的噴嘴與定模板有徑向尺寸D1配合要求和軸向尺寸限位要求。噴嘴頭與定模鑲塊有徑向尺寸d配合要求,保證熔融狀態的塑料不溢流到非型腔部位,並要求定模鑲塊的硬度淬硬50HRC左右。分型面到熱噴嘴軸向定位面之間的距離L必須嚴格控制,該尺寸應根據常溫狀態下噴嘴的實際距離L'加上模具正常工作溫度下噴嘴的實際延伸量ΔL確定。為了保證噴嘴與熱流道板貼合可靠,不使熱流道板產生變形,在噴嘴的頂部上方設有調整墊,該調整墊與噴嘴自身的軸向定位面一起限制了噴嘴在軸向的移動,且有效地控制了熱流道板可能產生的變形。在常溫狀態下,調整墊與熱流道板和定模固定板之間控制0.025mm 間隙以便模具受熱后,在工作溫度狀態時調整墊恰好壓緊。熱流道系統的定位座和定位銷一起控制了熱流道板在模具中的位置。定位座與定模板有徑向尺寸D2配合要求,而且深度h必須控制準確,定位座的軸向起著支承熱流道板的作用,直接承受注射機的注射壓力。定位銷與熱流道板固定板有配合要求。熱流道板與模板之間必須留有足夠的空隙,以便包裹隔熱材料。熱流道板和固定板必須設有足夠的布線槽,讓電源線從模具內引出與安裝在模具上的接線座連接。噴嘴連接板與定模固定板之間有徑向尺寸D1配合要求,以便注塑機的注射頭與模具上的噴嘴連接板配合良好。在熱流道板附近,將定模板、熱流道板固定板、定模固定板用螺釘連接起來,增強熱流道板的剛性。
閥澆口熱流道系統塑料模具結構最複雜。它與普通多頭熱流道系統塑料模具有相同的結構,另外還多了一套閥針傳動裝置控制閥針的開、閉運動。該傳動裝置相當於一隻液壓油缸,利用注射機的液壓裝置與模具連接,形成液壓迴路,實現閥針的開、閉運動,控制熔融狀態塑料注入型腔。
第一,根據塑件結構和使用要求,確定進料口位置。只要塑件結構允許,在定模鑲塊內噴嘴和噴嘴頭不與成型結構干涉,熱流道系統的進料口可放置在塑件的任何位置上。常規塑件注射成形的進料口位置通常根據經驗選擇。對於大而複雜的異型塑件,注射成形的進料口位置可運用計算機輔助分析(CAE)模擬熔融狀塑料在型腔內的流動情況,分析模具各部位的冷卻效果,確定比較理想的進料口位置。
第二,確定熱流道系統的噴嘴頭形式。塑件材料和產品的使用特性是選擇噴嘴頭形式的關鍵因素,塑件的生產批量和模具的製造成本也是選擇噴嘴頭形式的重要因素。
第三,根據塑件的生產批量和注射設備的噸位大小,確定每模的腔數。
第四,由已確定的進料口位置和每模的腔數確定噴嘴的個數。如果成形某一產品,選擇一模一件一個進料口,則只要一個噴嘴,即選用單頭熱流道系統;如果成形某一產品,選擇一模多腔或一模一腔二個以上進料口,則就要多個噴嘴,即選用多頭熱流道系統,但對有橫流道的模具結構除外。
第五,根據塑件重量和噴嘴個數,確定噴嘴徑向尺寸的大小。相同形式的噴嘴有多個尺寸系列,分別滿足不同重量範圍內的塑件成形要求。
第六,根據塑件結構確定模具結構尺寸,再根據定模鑲塊和定模板的厚度尺寸選擇噴嘴標準長度系列尺寸,最後修整定模板的厚度尺寸及其他與熱流道系統相關的尺寸。
第七,根據熱流道板的形狀確定熱流道固定板的形狀,在其板上布置電源線引線槽,並在熱流道板、噴嘴、噴嘴頭附近設計足夠的冷卻水環路。
第八,完成熱流道系統塑料模具的設計圖繪製。
第九,成熟的熱流道系統,必須考慮到熱流道系統與塑料模具的配合程度,即熱半模的設計。熱半模是指專業化熱流道廠家為客戶加工的精密熱流道系統,具有維修簡單方便,配合精度高,加工快捷等特點.. 降低注塑壓力和鎖模力。
熱流道一個重要的步驟是熱流道的設計概念。一個詳細的設計概念,包括歧管和壓板,它們將成為模具審核中的一個重要部分。
歧管用於保證讓熔液通道能夠以最有效的方式進行布置。在理想的情況下,熔液通道採用對稱方式設計,所有下行流道的流動長度與轉彎數量都是一致的。在採用多型腔模具或非對稱式模具的情況下,熔液通道可能包括人造長度和轉彎點,以便能夠適當地平衡這個系統。這種概念對設計人員和熱流道設計人員均有所幫助,可以保證最佳的岐管設計。
在一個需要3個注入口的零件上,為了控制零件上的接縫線,就要解決塑料流量平衡的問題。通過一個詳細的岐管設計,可以評價流量的平衡和岐管的布置,保證下行流道能夠滿足客戶模具基座的需要。最後的結果是將單一的直接注入口和單型腔模具上兩個從熱到冷的注入口組合在一起(圖3)。
此外,還要採用壓板技術,保證能夠設計出客戶要求的閉合高度和關鍵特點。由於在噴嘴中包括熱流道噴嘴,模具設計人員還要確認注入口的接近處和冷卻是否能滿足熱流道製造商的要求。
對熱流道評價的主要因素包括:流量平衡和岐管熱分佈的情況;通道尺寸;高壓應用領域中的岐管材料強度;注入口的尺寸;冷卻和注入口的接近;能夠承受研磨性和腐蝕性樹脂的成分。
熱流道是一種複雜而具有一定優越性的模具零件。在模具生產項目中,CAE計算機輔助工程分析、樹脂試驗和設計概念等,都可以由熱流道供貨商來完成。在一個項目的初期,如果讓熱流道供貨商共同參與工作,那麼的設計人員就能夠進一步優化最終產品。
當前,國內外熱流道模具的主要發展趨勢可歸納為以下幾個方面。
元件的小型化,以實現小型製品的一模多腔和大型製品多澆口充模。通過縮小噴嘴空間,可在模具上配置更多型腔,提高製品的產量和注射機的利用率。在90年代,Master公司開發的噴嘴最小可至15.875mm;Husky公司開發的多澆口噴嘴,每個噴嘴有4個澆口,澆口距可近至9.067mm;Osco公司開發的組合複式噴嘴,每個噴嘴有12個澆口探針,可用於48腔模具的成型。MoldMaters公司針對小型製件的空間限制,在2001年開發了用於小製件的噴嘴,含整體加熱器、針尖和熔體通道,體積直徑小於9mm,澆口距僅為10mm,可成型重量為1~30g 的製品;協力熱流道公司開發的迷你型熱流道系統,澆口距可近到8.00mm,尤其適用於電子類較小的產品。
當前,用戶要求模具設計和製造周期越來越短,將熱流道元件標準化不僅有利於減少設計工作的重複和降低模具的造價,並且十分便於對易損零部件的更換和維修。據報道,Polyshot公司已開發出快換熱流道模具系統,尤其適於注射壓力為70kN的小型注射機。Husky、Presto 和Moldmasters等公司的噴嘴、閥桿和分流板都作為標準型便於快速更換和交付模具,國外只需4 周即可交付模具,在國內製作模具最快2周即可交付熱流道模具。
熱流道模具設計整體可靠性提高。如今國內外各大模具公司對熱流道板的設計和熱噴嘴相連接部分的壓力分佈、溫度分佈、密封等問題的研究開發極為重視。疊層熱流道注射模的開發和利用也是一個熱點。疊式模具可有效增加型腔數量,而對注射機合模力的要求只需增加10%~15%。疊式熱流道模具在國外一些發達國家已用於工業化。疊式熱流道模具在國內的注塑行業已得到廣泛應用,如一次性餐具,瓶蓋,瓶蓋防盜扣及提手等小件大批量產品。如國內的協力熱流道公司在疊式熱流道的設計製作及使用方面積累了豐富的經驗.
改善熱流道元件材料的目的在於提高噴嘴和熱流道的耐磨性和用于敏感材料成型。如使用鉬鈦等韌性合金材料製造噴嘴,以金屬粉末注射成型經燒結製成熱流道元件已成為可能。
開發精確的溫控系統。在熱流道模具模塑中,開發更精密的溫控裝置,控制熱流道板和澆口中的熔融樹脂的溫度是防止樹脂過熱降解和產品性能降低的有效措施。
將熱流道用於共注。通過支管和熱噴嘴元件的有效組合設計可使共注成型與熱流道技術相結合,由此成型3層、5層甚至更多層的複合塑料製品。例如Kortec公司開發出了熔體輸送系統和共注噴嘴;Incoe 公司的多出口、多模腔共注支管生產線能用於多材料多組分共注射。
儘管世界上有許多熱流道生產廠商和多種熱流道產品系列,但一個典型的熱流道系統均由如下幾大部分組成:
1.主分流板(MANIFOLD)
2. 噴嘴(NOZZLE)
3. 溫度控制器
4. 輔助零件
將在以後系列文章深入討論這些零件的種類與應用。
一個成功的熱流道模具應用項目需要多個環節予以保障。其中最重要的有兩個技術因素。一是塑料溫度的控制,二是塑料流動的控制。
1.塑料溫度的控制
在熱流道模具應用中塑料溫度的控制極為重要。許多生產過程中出現的加工及產品質量
問題直接來源於熱流道系統溫度控制的不好。如使用熱針式澆口方法注塑成型時產品澆口質量差問題,閥式澆口方法成型時閥針關閉困難問題,多型腔模具中的零件填充時間及質量不一致問題等。如果可能應盡量選擇具備多區域分別控溫的熱流道系統,以增加使用的靈活性及應變能力。
2.塑料流動的控制
塑料在熱流道系統中要流動平衡。澆口要同時打開使塑料同步填充各型腔。對於零件重量相差懸殊的FAMILY MOLD要進行澆道尺寸設計平衡。否則就會出現有的零件充模保壓不夠,有的零件卻充模保壓過度,飛邊過大質量差等問題。熱流道澆道尺寸設計要合理。尺寸太小充模壓力損失過大。尺寸太大則熱流道體積過大,塑料在熱流道系統中停留時間過長,損壞材料性能而導致零件成型后不能滿足使用要求。世界上已經有專門幫助用戶進行最佳流道設計的CAE軟體如MOLDCAE。
1.塑料材料種類
熱流道模具已被成功地用於加工各種塑料材料。如PP,PE,PS,ABS,PBT,PA,PSU,PC,POM,LCP,PVC,PET,PMMA,PEI,ABS/PC等。任何可以用冷流道模具加工的塑料材料都可以用熱流道模具加工。
2.零件尺寸與重量
用熱流道模具製造的零件最小的在0.1克以下。最大的在30公斤以上。應用極為廣泛靈活。
3.工業領域
熱流道模具在電子,汽車,醫療,日用品,玩具,包裝,建築,辦公設備等各工業部門都得到廣泛應用。
在世界上工業較為發達的國家和地區熱流道模具生產極為活躍。熱流道模具比例不斷提高。許多10人以下的小模具廠都進行熱流道模具的生產。從總體上講北美,歐洲使用熱流道技術時間較久,經驗較多水平較高。在亞洲,除日本外,新加坡,南韓,台灣,香港處於領先地位。北美,歐洲雖然模具製造水平較高,但價格較高交貨期較長。相比之下,亞洲的熱流道模具製造商在價格與交貨期上更具競爭性。而中國的熱流道模具尚處於起步階段,但是正在快速增長,比例不斷提高。
部分的漏料情況,並不是因為系統設計不良,而是由於未按照設計參數操作。漏料通常發生在熱嘴和分流板間的密封處。根據一般熱流道的設計規範,熱咀處都有一個鋼性邊緣,確保熱嘴組件的高度小於熱流道板上的實際槽深。設計這個尺寸差(通常稱為冷間隙)的目的,在於當系統處於操作溫度時,避免熱膨脹導致部件損壞。
1、熱嘴背部固定在分流板上;將熱嘴固定在分流板上的高溫螺栓,可以防止冷卻條件下的泄漏。這種系統仍然需要冷間隙,因為鋼性邊緣在常溫下需要一定的膨脹空間。儘管這種方法可以主動防止熱嘴到分流板的泄漏,但卻無法防止過熱條件下部件的熱膨脹。
2、通過螺栓固定在分流板上的熱嘴與分流板一起運動。這種設計對熱嘴有最小長度要求,對模腔間距也有限制。是既經濟又有效的防止熱嘴與分流板間泄漏的方式,適用於模腔數較少的系統。
3、熱嘴邊緣採用彈性而非鋼性設計,彈性邊緣在冷卻條件下提供預載,並防止系統損壞。如果意外加熱過度,它還可以吸收熱膨脹,使操作範圍擴大到±110℃。
由於時代的巨輪不斷的、快速的,而且很殘酷的往前快速邁進,更糟糕的是人力市場難求,模具業普遍缺人的現象……令人心憂!因此在有限的人力資源之下,如何提高您的模具利潤以應付日益增加的成本,乃是大家面臨的主要問題,提高精密度,自動化制模……,固然是一種很好辦法,不過需要投入大量資金購買設備、訓練人員……,針對以上情況,最簡單,最容易達成的方式,莫過於對“熱澆道之使用”做透徹的了解。
特性介紹
射出成形之加工就是(塑化)→(流動)→(成形)→(固化結晶化)的工程。
因此對於塑料的特性,就格外重要了。例如:溶解溫度、壓力、黏度、比熱……等都必須予以重視。由於塑料之領域非常廣闊,於此無法深入其間,不過我們將針對其常識部份加以說明。
可塑化
塑膠之所以能夠成形加工,是由於它在溫度與壓力的作用下產生變形,依受熱的溫度不同,可分為四種狀態,即玻璃狀態、高彈性狀態(橡膠態)、粘流態(可塑化狀態)、分解狀態,如圖示:
玻璃狀態:0~T1,分子在凍結狀態,硬且脆,遇壓力則易破裂。
高彈性狀態(橡膠態)、:T1~T2,因外力可變形,未達溶化狀態不易成形。
粘流態(可塑化狀態):T2~T3,可隨意加工成形。
分解狀態:T3,塑膠開始裂解,出現氣體分解物,甚至達燒焦狀態。
成形條件:
(注)以下為一般形塑料之成形條件
對於每一種不同塑料,其相對的成形區域或有不同,不過其過程分析皆相同。因此對於優秀的模具設計者而言,應確實了解每一種塑料之成形區域及加工特性。
熔化塑膠的流動性
一般的流體(例如:水、油……)其流動狀態,皆依照牛頓定義進行。而塑膠熔液看似普通的流體,其實乃是非牛頓流體。例如:在牛頓流體中,雖然剪斷應力有變化,但其粘度卻不變。而塑膠熔液,當剪斷應力發生變化時,粘度也有明顯的變化產生。例如:在牛頓流體中,壓力從1增加到了10的時候,則流出量增加了10倍。以塑膠熔液來做同樣的實驗,當壓力從1增加到10,其流出量可能增加了100倍,或500倍,甚至1000倍(依照不同的塑膠而定)。
因此在這種非牛頓流動中,壓力增大則流動抵抗減小。因此射出成形時,雖然澆口相當狹小,但卻很容易填充於模穴內,至於牛頓流體,再加分類有兩種,如圖:
射出成形是將塑膠溶液採用高速度使其產生變形的一種加工法,因塑膠溶液有壓縮性,在高速的流動下,容易引起彈性的壓力變動。這個現象,當流動阻力有急速變化時,即可看出這種彈性的壓力變動變生后,流體前端的擴散方向極為混亂不安定。但是採用高速填充時,塑膠溶液又像是非壓縮性的現象。這種彈性的壓力變動(不安定的脈動)是因何而起的?以下分析如圖所示:
【當塑膠溶液之流動類似層流狀態時,即模穴在正常且安定的狀態下填充】
在圖中,富有壓縮性的塑膠溶液以螺旋狀的彈簧表示,敘想在彈簧施加壓力,使往管子中央移動時,當用一樣的速度使彈簧由左往右移動的活動,這是理想的層流狀態,由於射出壓力與阻力在平衡狀態時,彈簧的移動很平滑。【如C】
可是在某些情況,必需以急速填充時,射出壓力及速度也就異常的增高。因此富有彈性的塑膠溶液(彈簧),頭一瞬間時承受過程的壓縮,第二瞬間時引起強大的阻力,其原因是壓力的起伏變動和流動體前端的亂流所發生的,這種流動狀況稱為彈性亂流。
塑膠材料之選擇:
設計製品之初即應選擇所用塑料,但大都未將模具併入考慮。但可能的話,所選用的材料應使模具之製造簡單才好。
成形收縮率小者(PS、ABS、PC)的尺寸精度較易達成。而成形收縮率大者(PP、PE、POM)較難做到尺寸精度(模具的公差為成形品公差之1/6)。
流動時黏度比較大者(ABS等),溶液較不易流入縫隙中,但黏度小者(如PA、POM)即使間隙很小溶液亦易於進入。
成形時之溫度較低者(PS等)較易成形且成形周期亦快,但成形溫度高者(PC)則較慢。
成形時不易變質或分解者(PS、PE、PP等),量產時不易引起品質不穩的不良品,但成形時易發生變質或分解者,若不嚴格要求成形條件(模具可以精密控制成形條件)則無法量產。此在熱澆道之情形下問題尤其嚴重。
結晶性塑膠與非結晶性塑膠
從分子的結構觀察,結晶性塑膠─線狀高分子,依樣其化學構造,有些分子的一部份,乃以有規則地集合,將其稱為結晶性塑膠。不是所有的分子都變成此狀態,依據冷卻條件在重量比有40~80%程度變成結晶狀態。此程度稱為“結晶度”。結晶之內都是稱為Lamella的分子鏈彎曲、摺疊,而未進入產生單位結晶之結晶部分的分子鏈存在於Lamella或球晶之間,產生非結晶部分。非結晶性塑膠……與結晶性塑膠不同,分子無法有規則地集合。這是由於形成高分子鏈之原子團太大、架橋妨礙結晶。
從容積變化的觀察結果,亦可將熱可塑性塑膠分為兩大類,一種是非結晶性塑膠,另一種是結晶性塑膠。對於結晶性與非結晶性之分類,在表中有關各種塑膠的習性已有註明。對於其容積與溫度間之變化,我們可由以下例子來做更進一步的了解。例如:PS(非結晶性塑膠之代表)從20℃加熱到200℃時約膨脹8.3%,以密度而言,從0.97 cm/g減少到1.012 cm/g(結晶性塑膠之代表)在同條件下有下列的變化:
20℃容積:1.03 cm/g
200℃的容積:1.33 cm/g
容積增加率:29%
已溶融的非晶性聚合物,採用所使用的射出成形機,可做大幅度的壓縮。因條件而異,過剩的溶融體也可強制填充於模穴內,在這種條件下做出的成形品,殘留著很大的內應力而固化。對成形品的性能有很大的影響。它會在脫模的瞬間被破壞,稍受到外力或因化學藥品的作用也很容易受破壞。
結晶性塑膠,因加熱使結晶完全融解,溶融體成了非晶狀態,其動作與非結晶性聚合物一樣。值得注意的是壓力變高時,從結晶質到非結晶質的轉移溫度也會提高。結晶性塑膠成形時,在成形品的品質上有一點很重要,即聚合物在非結晶狀態時必需要完成成形的動作。這件事,特別是對保壓期間而言,保壓中的變形即是因流動而引起的。
結晶性塑膠的溶融體急速冷卻后,成形品的某些部份,其再結晶化受到妨礙,再結晶化的現象無法瞬間完成,而隨時繼續進行,密度和結晶化程度之間有直接的關係,結晶化程度高,則密度提高。相反地,結晶化程度低,則密度降低,因急激的冷卻,而使再結晶化受到妨礙的部份,因溫度、時間因素的差異下,或多或少繼續進行后結晶化。后結晶化繼續進行,直到回復原本此部份的密度為止。因此可以了解后結晶化與后收縮是相關連的,后結晶化和后收縮也是造成成形品彎曲變形和尺寸變化(成形品變小)的原因。
模穴表面溫度高的話,成形收縮起初很大,熱處理時卻少有變化。因此,在很高的模具表面溫度下做出的成形品,雖然在高溫下使用,但其尺寸安定性卻很好。因此,決定結晶性塑膠的模穴尺寸時,必需要考慮后結晶、后收縮的關係,而重要的是,模穴表面溫度從成形開始就要正確地掌握。當然,要使模穴的表面溫度完全無溫度差是不可能的,但可使用有效的溫度控制系統,盡量減少溫度差。
通常提高模具溫度,產品尺寸會收縮減小. 但不能絕對。有時候會發現提高模具溫度,尺寸反而會增大。最終還是要看實際的成型效果.
熱流道模具在當今世界各工業發達國家和地區均得到極為廣泛的應用。這主要因為熱流道模具擁有如下顯著特點:
1、縮短製件成型周期
因沒有澆道系統冷卻時間的限制,製件成型固化后便可及時頂出。許多用熱流道模具生產的薄壁零件成型周期可在5秒鐘以下。
2、節省塑料原料
在純熱流道模具中因沒有冷澆道,所以無生產費料。這對於塑料價格貴的應用項目意義尤其重大。事實上,國際上主要的熱流道生產廠商均在世界上石油及塑料原料價格昂貴的年代得到了迅猛的發展。因為熱流道技術是減少費料降低材料費的有效途徑。
3、減少廢品,提高產品質量
在熱流道模具成型過程中,塑料熔體溫度在流道系統里得到準確地控制。塑料可以更為均勻一致的狀態流入各模腔,其結果是品質一致的零件。熱流道成型的零件澆口質量好,脫模后殘餘應力低,零件變形小。所以市場上很多高質量的產品均由熱流道模具生產。如人們熟悉的MOTOROLA手機,HP印表機,DELL筆記本電腦里的許多塑料零件均用熱流道模具製作。
4、消除後續工序,有利於生產自動化。
製件經熱流道模具成型后即為成品,無需修剪澆口及回收加工冷澆道等工序。有利於生產自動化。國外很多產品生產廠家均將熱流道與自動化結合起來以大幅度地提高生產效率。
5。擴大注塑成型工藝應用笵圍
許多先進的塑料成型工藝是在熱流道技術基礎上發展起來的。如PET預成型製作,在模具中多色共注,多種材料共注工藝,STACK MOLD等。
儘管與冷流道模具相比,熱流道模具有許多顯著的優點,但模具用戶亦需要了解熱流道模具的缺點。概括起來有以下幾點。
1、模具成本上升
熱流道元件價格比較貴,熱流道模具成本可能會大幅度增高。如果零件產量小,模具工具成本比例高,經濟上不花算。對許多發展中國家的模具用戶,熱流道系統價格貴是影響熱流道模具廣泛使用的主要問題之一。
2、熱流道模具製作工藝設備要求高
熱流道模具需要精密加工機械作保證。熱流道系統與模具的集成與配合要求極為嚴格,否則模具在生產過程中會出現很多嚴重問題。如塑料密封不好導致塑料溢出損壞熱流道元件中斷生產,噴嘴鑲件與澆口相對位置不好導致製品質量嚴重下降等。
3、操作維修複雜
與冷流道模具相比,熱流道模具操作維修複雜。如使用操作不當極易損壞熱流道零件,使生產無法進行,造成巨大經濟損失。對於熱流道模具的新用戶,需要較長時間來積累使用經驗。
在熱流道技術領域裡競爭非常激烈。許多公司在熱流道產品開發上均投入巨大財力物力。在各主要塑料,模具展覽會上總能看到最新面世的熱流道產品。現將世界上主要熱流道生產商及總部所在地收列於此。
KEN肯恩 中國
AKOMA 中國
Anntong 映通(Amold)台灣
FISA 日本
SEIKI 日本
HOTSYS南韓
YUDO 南韓
CORETOR 格潤泰 南韓
PETS中國(PETS子公司)
HDT恆道科技中國
SINO中國(YUDO子公司)
HRSTEC 哈斯泰克(YUDO子公司)
MIC 邁愛思 中國
MOULD-TIP 麥仕德 中國
KLN 克朗寧 中國
JTM 金特瑪 中國
NSM 翔振 中國
MASTIP 紐西蘭
MOLD-MASTERS 加拿大
HUSKY 加拿大
SYNVENTⅣE 荷蘭
PETS 美國
CACO美國
INCOE 美國
FASTHEAT美國

主要廠商
HASCO德國
EWIKON 德國
GUNTHER德國
SPEAR 德國
PLASTHING 英國
UNITEMP 瑞典
THERMOPLY 義大利
Manner 芬蘭、德國
作為一項先進的注塑加工技術,熱流道技術在歐美國家的普及使用可以追溯到上個世紀的中期甚至更早,早在1940年12月,E.R.Knowles就取得了熱流道技術的專利權。而在中國,這一技術的真正推廣應用不過是近幾年發生的事情。
隨著熱流道技術的日漸推廣應用,熱流道模具在塑料模具中的比重將逐步提高。由於上面講到的採用熱流道技術模具的諸多優點,因此,熱流道技術的應用在國外發展較快,許多塑料模具廠所生產的模具50%以上採用的熱流道技術,甚至80%以上,效果十分明顯。熱流道在國內也已用於生產,但總體不足10%,這個差距相當巨大,這意味著這個行業有著相當大的市場空間存在。
熱流道技術在中國的逐漸推廣,這在很大程度上是由於中國模具向歐美公司的出口量快速發展帶來的。在歐美國家,注塑生產已經相當的依賴於熱流道技術。可以這樣說,基本上沒有使用熱流道技術的模具已經很難出口,這也造成了很多模具廠家對於熱流道技術的意識上的轉變。但是由於很多外國進口的熱流道系統價格比較貴,國內很大一部分廠家接受不了,所以就出現了一些國產的商品化的熱流道系統元件。這對於熱流道技術在中國的推廣有很大的好處。不過雖然熱流道技術已經開始推廣,有的廠採用率達20%以上,一般採用內熱式或外熱式熱流道裝置,少數單位採用具有世界先進水平的高難度針閥式熱流道裝置,但總體上熱流道的採用率達不到10%,與國外的50~80%相比,還是遠遠不夠的。
最近幾年裡,世界著名的熱流道技術供應商們接二連三以各種形式進駐中國市場,或建立生產基地,或尋找代理,或設立辦事處,或建立子公司,應該說,這個潮流對中國的模具行業技術的快速提升起到了巨大的作用。這一潮流中,無疑是近水樓台的韓國企業動手最早,韓國的Yudo(柳道)、SINO(R)(先銳)等品牌在中國均具備了相當的影響力;另有總部位於荷蘭的Synventive(聖萬提)和加拿大的Mold Masters(馬斯特)分別在蘇州和崑山建立的工廠也將先後投產;北美注塑工業巨人Husky(赫斯基)多年來始終致力於熱流道技術在中國的普及推廣工作,其獨資建立的亞洲運營中心--赫斯基上海技術中心也擁有強大的熱流道提供能力;與此同時,中國大量的新興民營企業也認識到這一領域的無限商機,紛紛建立熱流道生產企業,這對於降低熱流道技術的使用成本和其推廣應用都具有十分重要的意義,但總體來說,中國本土企業能夠提供的技術大多仍較為初級,選擇空間小、質量不穩定、維護周期短的問題的出現往往會影響到下游企業的對其產品的信任度。
熱流道技術廣泛應用是塑料模具的一大變革。在注塑成型方面,其擁有相當多的無可比擬的優勢,可以這樣說,隨著其技術的進一步發展成熟和製造成本的的降低,熱流道技術將越來越顯現其巨大的優勢。制訂熱流道元器件的國家標準,積極生產價廉高質量的元器件,做好熱流道技術的宣傳推廣,是發展熱流道模具的關鍵。
熱流道系統是注塑成型領域裡一項比較複雜的技術。模具設計製造者與模具用戶選擇與購買熱流道系統時,有很多需要考慮注意的問題。
熱流道供應商的選擇
模具製造公司在設計製做熱流道模具時,不是簡單地到熱流道供應商買一個熱流道系統裝到模具上就完了。其實在模具製造公司和熱流道供應商之間,從熱流道模具的概念設計階段,至模具的實際製做過程,到最後模具的使用,都存在著很多細緻密切的在技術與商業方面上的協調與合作。所以模具製造公司和模具用戶應選擇好熱流道供應商。在選擇一個熱流道供應商時,要重點考察兩個基本方面,一是該熱流道供應商生產的熱流道元件的品種數量與質量,二是該熱流道供應商在模具用戶所在地區的技術支持與售後服務。
1. 熱流道元件的品種數量與質量
曾介紹過熱流道系統共有熱尖式(HOT TIP),澆套式(SPRUE GATING)及閥
針式(VALVE GATING)三大類型。其實在每種類型中又可細分為很多產品系列。如熱尖式噴嘴(NOZZLE)中的澆道截面直徑可經常由4毫米到12毫米不等,噴嘴也隨之做成大小不同的產品系列。噴嘴澆口鑲件也有很多變體,以滿足不同的應用要求。所以欲選的熱流道供應商的產品系列越豐富越好。這樣用戶可以有更大的熱流道元件的選擇性,用熱流道生產的塑件種類,尺寸重量與應用範圍也就更廣,更有利於優化注塑生產過程,提高產品質量。
在注塑成型加工塑料製品時,熱流道系統與熱流道模具是處在高溫和高壓動負荷狀態下
工作的。導致熱流道系統元件失效的因素很多。並且注塑成型加工主要應用於大批量塑件生產。一但有任何停產現象,經濟損失非常嚴重。所以熱流道系統的質量和可靠性非常重要。客戶應深入了結考察熱流道供應商生產的熱流道元件的質量和應用歷史。一些比較優秀的熱流道生產商已獲國際組織ISO質量標準認證。
2. 技術支持與售後服務
在使用熱流道模具時,除了首先要選用可靠的熱流道系統外,用戶也要考慮萬一熱流道出現任何問題,能否得到及時有效的技術支持與售後服務這一重要因素。許多熱流道供應商在自己公司總部所在國家和地區有強大有力的技術支持與服務網,並配備可隨時訪問客戶進行排故的專職服務人員。但這些廠商在遠離自己公司總部的其它國家和地區,則常常是只設一些側重熱流道產品銷售的辦事機構。技術支持就相對來說遜色許多。用戶應注意這一因素。
選擇與購買熱流道系統時的技術問題
用戶在選擇與購買熱流道系統時會涉及很多具體技術環節。如果用戶具備良好的與熱流道相關的技術知識,就容易選擇與購買好最合適的熱流道系統,保證後面注塑生產過程順利和提高產品質量。
1. 熱流道產品系列的正確選擇
熱流道供應商常常按照加工塑件尺寸重量大小的不同,將其熱流道元件製成產品系列。如大的塑件使用大尺寸的噴嘴加工,小的塑件用小尺寸的噴嘴加工。所以用戶在正確地選擇熱流道類型(既是選用熱尖式還是及閥式系統)以後,就是熱流道產品系列的選擇。並由此決定模具的結構尺寸與設計製造。如果熱流道產品系列選擇的不正確,到了模具加工後期或在塑件生產時才發現,其錯誤是非常嚴重並很難挽救的。為幫助正確地選擇熱流道產品系列,每個熱流道供應商都有一些指導性的技術文件供使用參考。用戶應與熱流道供應商密切合作,選擇好熱流道產品系列。
2. 熱流道系統中的注塑壓力損失
熱流道系統中的注塑壓力損失不容忽視。許多熱流道模具用戶有一種誤解,既認為冷流道相比,熱流道的注塑壓力損失要小很多。原因是位於熱流道里的塑料溶體在整個注塑過程中始終是熱的。其實很多時候情況正好相反。在熱流道模具中由於熱流道結構設計的需要,會使溶體在熱流道系統里的流動距離大大增加。因此熱流道系統中的注塑壓力損失也往往較大。在實際應用中,由於熱流道系統中注塑壓力損失過大,造成注塑成型困難的情況是很多的。所以對加工流動性差的塑料(如PC,POM等),溶體在熱流道系統里的流動距離大的,或製件重量大等情況,都應採用CAE軟體進行流道分析計算。側重於流道分析計算的CAE軟體有MoldCAE等。
3. 標準與非標準熱流道系統
各個熱流道廠家都提供標準與非准標兩種熱流道系統。如有可能,用戶應盡量選擇准標熱流道系統。既盡量選擇准標長度與尺寸的噴嘴,熱流道板,澆口鑲件等。其好處是准標熱流道系統比非准標熱流道系統價格低,交貨期要短很多。而且零件有互換性,有利於將來的使用與維護。一旦某個零件壞了,再買另一個準標零件裝上就行了。常見的標準熱流道板的形狀有2腔一列,4腔一列,8腔一列,4腔X形狀,8腔XX形狀等。
4. 模具上型腔數與布局的選擇
用戶在設計熱流道模具選擇型腔數時,除了盡量多放型腔提高生產效率外,還應考慮熱流道的設計問題。模具上型腔數與布局的選擇應有利於塑料溶體在熱流道系統里的流動平衡。舉例來說,若將幾個形狀相同的型腔布置成一列,則最好把型腔數選為2個或4個,而不要選為3個。因為對2型腔或4型腔成一列的模具,可將其熱流道設計成完全自然平衡的系統。相反的,3型腔的模具則需對熱流道分流板進行人為流動平衡。既在熱流道分流板上對不同的流動路經採用不同的澆道尺寸,以力圖達到流動平衡的目的。流動平衡的好壞就取決於具體的熱流道設計人員工作質量了。所以用戶應盡量選擇有利於流動平衡的型腔數(如選16型腔而不選15型腔等),以消除人為設計流動平衡所帶來的任何失誤。
5. 最小型腔距離的限制
在設計生產微小零件的模具時,人們一般希望將型腔距離安排的盡量近一些,這樣模具可緊湊些並可能放上更多的型腔。但最小型腔距離會受到熱流道元件如噴嘴之間最小距離尺寸的限制。所以用戶在設計型腔距離很近的模具時,要注意檢查最小允許噴嘴距離。以避免模具設計返工。
6. 加工塑料的種類
在選擇熱流道系統時,加工塑料的種類是一個非常重要的考慮因素。若加工玻璃增強的塑料(如玻璃增強尼龍材料等)就應選用耐磨性好的澆口鑲件。若加工容易熱分解的塑料(如PVC)就應選用澆道通暢,沒有流動死角的熱流道系統。若加工流動性差的塑料(如PC)就應考慮選用較大的噴嘴系列,及在熱流道板中使用較大的澆道截面尺寸等。
7. 熱流道產品的成熟性
每種熱流道產品的成熟性與應用歷史長短是不一樣的。一個新面世的熱流道產品是需要 較長的時間來逐步完善的。熱流道廠商在不斷引進新產品的同時,也會淘汰經實踐證明不合適的熱流道產品。所以用戶應盡量選擇成熟性好,比較流行,應用歷史長的熱流道產品。對於這類產品無論是熱流道廠商,還是別的熱流道用戶,都有較多的經驗和成功案例可以供經驗不多的新用戶借鑒。
8. 熱流道系統發貨前的狀態
有的熱流道供應商在將其熱流道系統發貨給用戶之前,會對系統進行一定的測試。對非常重要的應用項目甚至會進行實際注塑成型實驗。但每個熱流道供應商在熱流道系統發貨前的測試範圍是不一樣的。用戶應予以了解,做到心中有數。
9. 熱流道的多區域溫度控制
用戶若需要購買大尺寸複雜的熱流道系統,或加工對溫度敏感,加工參數範圍狹窄的塑料,則應選擇具有多區域分別控溫的熱流道設計方案。這樣用戶可根據需要對溫度分佈進行局部調整和控制。一個理想的熱流道系統應該有均勻一致的溫度分佈。但實際上會有多種原因導致熱流道各處溫度的不同。如熱流道加熱元件的質量原因,熱流道系統與模具結合配合處熱量的過度喪失,塑料溶體在熱流道里各處剪切熱的不同等。熱流道系統尺寸越大越複雜,就越應該選擇具多區域溫度控制的熱流道系統。
10。有換色要求的應用項目
有的用戶用同一個模具生產具有不同顏色的同一品種的塑件,這就是有換色要求的應用項目。在訂購熱流道時,應盡量選擇澆道體積小的熱流道系統以加速換色過程和減少廢料。同時熱流道系統中的任何流道轉彎處都必須圓整光滑,沒有流動死角。若用閥式熱流道系統生產有換色要求塑件,在閥針的後面常常會有流動死角(DEAD SPOT),須給予格外注意。
11.一模異型多腔模具
在設計一模異型多腔考慮模具時,必須考慮流動的平衡問題。如果零件尺寸重量差別過大,各型腔的注塑壓力差別在200-300BAR以上的話,靠改變熱流道系統里的澆道尺寸是難以達到流動平衡的。如果在一模異型多腔模具中流動不平衡,就會出現有的零件充模保壓不夠,別的零件卻充模過度,飛邊大殘餘應力高等問題。這時應考慮使用閥式熱流道系統,或改變模具的整體設計方案。閥式系統允許用戶在適當的時刻關閉早期充滿的型腔澆口,以避免這些型腔的充模過度問題。
12.型腔與熱澆道體積的比例關係
與型腔體積相比,熱流道系統的澆道體積不可過大。否則塑料溶體在熱流道系統里停留時間過長,會產生熱分解。無法生產合格塑件。如果塑料製件重量實在太小,就應採用冷熱澆道並用的方案。因使用冷澆道后注射量增大,有助於改進型腔與熱澆道體積的比例關係,縮短塑料溶體在熱流道系統里停留時間。
13.採用試用模具
熱流道模具比較貴重,尤其是高型腔數的熱流道模具(如96,128型腔等),價格就更高。如果是要開闢一個新的應用領域,經驗不足,或是試圖採用較新的熱流道元件(如噴嘴或新的澆口)等,就應考慮先製做一個簡單的,單型腔的試用模具,來進行方案的可行性研究驗證。取得足夠經驗后,再製做價格貴重正式的工作模具。
14.模具圖上熱流道元件的繪製
熱流道供應商一般都會將其熱流道元件製成電子圖庫,供用戶使用。模具設計人員在設 計繪製模具圖時,可以從熱流道元件電子圖庫中選取需要的噴嘴等元件圖,放到合適的模具位置上。因熱流道供應商會經常更新換代其熱流道產品,所以用戶應注意從熱流道廠家不斷的索取最新的圖庫。雖然人們已開始用3D方法設計模具,但各熱流道供應商的熱流道元件電子圖庫絕大多數仍是2D的。一些廠商已開始著手建立3D熱流道元件圖庫,以適應3D模具設計發展的
15.質量保修期限
熱流道供應商都會提供一些對其熱流道產品的保修期限。保修期限從一年至五年不等,取決於熱流道廠商和用戶具體購買的熱流道產品項目。在保修期內,若熱流道產品在用戶正常的操作使用下發生問題,熱流道供應商會給予免費更換。顯然保修期限越長,對用戶越有利。為保證質量保修期有效,用戶應尊重熱流道的使用與保養規定,不可未經熱流道供應商同意,修改變動任何熱流道元器件。
16.對產品水品位置處理
熱流道產品,作為一個塑料溶體成型產品,在生產過程中,水口位是不可避免存在的。用戶在選擇熱流道公司設計生產產品時,需要與熱流道廠家的技術人員進行充分溝通。熱流道熱嘴(平嘴,尖嘴,多頭嘴,針閥嘴等,價格差別也比較大)的成本,比得占熱流道系統的重要部分. 選擇設計合適的熱嘴,在設計過程中對於整個系統的運作到理想的效果十分重要,一方面可以控制成本,根據實際情況選擇合適的熱嘴,另一方面減少生產使用過程中發生需要二次設計的機率.
本篇討論了在選擇與購買熱流道系統時,需要注意考慮的若干問題。熱流道模具與傳統的注塑模具的生產與使用一樣,其中有很多經驗與技巧,用戶需要時間逐步積累。
基本信息
- 中文名
- 熱流道
- 外文名
- Hot Runner Systems
- 分類
- 開放式、封閉式