藤搖椅
我國古老的傢具
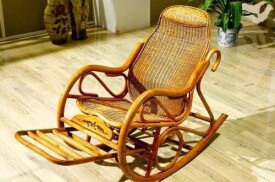
藤搖椅在我國是一種古老的傢具,是休閑椅的一種,集藝術造型與功能、技術與材料、價值與實用的高度統一,在當今傢具市場上充滿吸引力和競爭力的傢具產品,我國的藤搖椅遠銷海內外,給人們的生活帶來樸素清新、幽雅恬靜的田園氣息,藤搖椅業煥發出無限的生機和活力。
印尼藤品質最優
藤製搖椅的製作工藝可以分為八個環節,他們分別是:原料選擇、原料打磨、原料加工、拋光、組裝、編織、半成品打磨、噴油。
藤的種類很多,已知的有600種,其中以厘藤,紅藤、沙藤、巴丹藤最為常用。在我們本次製作藤製藤椅中用到的藤主要是巴丹藤、沙虅和厘藤。巴丹藤和沙虅一般粗細比較均勻,是製作藤椅骨架的上好材料;里藤的柔韌性非常好,是製作盤花不可缺少的原料。
藤的表面比較粗糙,是一種多刺植物,所以在進行製作時,要對原料進行“打磨”處理。這種打磨機床,是專門對藤的原料進行打磨的工具,主要是利用砂帶和砂輪進行打磨。打磨要分成兩次來完成,一次是粗打磨,一次是細打磨。
這是製作藤椅時經常用到的工具:火槍、高壓空氣冷卻槍,操作台。操作台的設置比較簡單,但用處卻很多,是使藤彎曲的主要工具。在操作台上面有2個直徑分別為8公分和25公分的鐵制筒狀圓柱體固定在上面,兩個鐵筒之間的間距為10公分。我們彎曲藤的過程都是在這個操作台上來完成的。
我們這一環節的組裝主要是把上面做好的藤椅扶手、搖船部件、搖船盤花和搖船支撐桿組裝在一起,這些部件可以進行半邊搖椅的組裝。在組裝之前,我們還是要先要對這些部件進行拋光處理,拋光的方法和前面一樣,這裡就不再講述。
組裝用到的工具是5號電鑽、電動螺絲刀和5號螺釘。這就是我們最後組裝的形狀,因為這部分組裝的技術相對簡單,我們就不再細說,用電鑽在這些標記處打孔,每個點各打兩個孔,再用同樣型號的螺絲釘進行固定就可以了,這樣我們就作好了半邊搖椅。用剛才同樣的方法進行另一半搖椅的製作就可以了
藤藝搖椅雖然好處多多,但由於藤質也有優劣之分,所以在選購時也有訣竅。
細看材質藤材的選擇以粗長、勻稱而無雜色的藤為優質藤。劣質藤較細,韌性小,抗拉力低易斷。印尼由於地處赤道熱帶雨林地區,火山活動頻繁,終年陽光雨水充沛,肥沃的火山灰質土壤,使那裡出產的藤以材質飽滿勻稱而著稱。
藤傢具應用及生產
我國對藤的開發與利用有悠久的歷史。據前人報道,漢代以前,高足傢具還沒有出現,人們坐卧用傢具多為席、榻,其中就有藤編織而成的席,藤席和竹席總稱簟,是當時較高級的一種席。《楊妃外傳》、《雞林志》、《事物紀原補》等古籍中,都有對藤席的記載。藤席是當時比較簡單的一種藤傢具。自漢代以後,由於生產力的發展,制藤工藝水平的提高,我國的藤傢具品種日益增多,藤椅、藤床、藤箱、藤屏風、藤器皿和藤工藝品相繼出現。中國古籍《隋書》出現以藤為供物,明朝正德年間編撰的《正德瓊台志》及隨後的《崖川志》記述了棕櫚藤的分佈和利用。福建泉州博物館明朝的鄭和下西洋的沉船上保存著藤傢具,這些都證實當時中國的藤傢具發展水平。在現存精美的明清傢具中,也有座椅是藤編座面。
據清光緒年間出版的《永昌府志》和《騰越廳志》記載中國藤網滇西騰衝等地對棕櫚藤的利用可追溯到唐代,迄今已有1500年的歷史;在滇南,據清《元江府志》和民國《續新編雲南通志》記載,棕櫚藤的利用開始於清朝初期,迄今也已有400多年的歷史。據研究,雲南藤器在二戰前就已有較高的水平。當時,雲南的藤器遠銷東南亞和德國等歐洲國家。在雲南藤器中,騰衝藤器的聲譽是最高的。藤編被譽為騰衝三佳,史書上騰衝又被稱為藤越、藤川、藤沖,由此可窺豹一斑,騰衝的藤器,人民大會堂曾將其視為珍品收藏。
藤器護理小常識
1、使用和存放時不要使其接觸和靠近火源、熱源,勿放在太陽下長時間暴晒,否則易褪色、變干、變形、彎曲、開裂、鬆動和脫節。
2、由於藤編傢具表面藏灰的地方比較多,清潔時可用吸塵器先吸一遍或者用軟毛刷由里向外先將浮塵拂去,然後用濕抹布抹一遍,最後用軟抹布擦乾即可。
3、使用一段時間后,用淡鹽水擦拭藤器,既能去污又能使其柔韌性持久,還有一定的防脆、防蟲蛀的作用。
4、原色藤傢具翻新處理方法:先清潔弄乾,然後用砂紙打磨其外藤架,使表皮去污並恢復光滑,再上光油保護。
基本信息
- 中文名
- 藤搖椅
- 類別
- 傢具
- 用途
- 休息
- 好處
- 帶給生活一種樸素清新幽雅氣息
- 屬於
- 休閑椅的一種