砂帶
砂帶
砂帶屬於塗附磨具,稱為柔性磨具。拋光時比固體磨具砂輪,更為靈活與安全,精度更高,磨削成本低的優勢。
砂帶磨削屬於塗附磨具(俗稱砂紙,砂布)磨削的一種形式,早在1760年,世界上就出現了第一張砂紙,但當時僅局限於手工操作。直到1900至1910年才進入機械使用砂紙和砂布的時代,並首次以環狀帶形方式應用於木材行業,這種採用環狀帶形砂布的機械磨削方式即為砂帶磨削的雛形。1930年後,砂帶磨削逐步向金屬加工方面發展,第二次世界大戰中,美國率先在兵器製造中使用砂帶磨削,取得明顯效果。1950年初,靜電植砂方法的出現把砂帶磨削推向了一個新的階段,砂帶磨削應用逐漸普遍。後來歐洲和日本也相繼開展了砂帶磨削技術的研究和應用,砂帶磨削技術隨之逐漸發展成為一個門類齊全、技術體系較為完整的獨立的加工技術領域。
砂帶是使用粘結劑將磨料粘結在紙、布等可撓性材料上製成的可以進行磨削和拋光的一種帶狀工具,它是塗附磨具的一種主要形式。其基本組成是:基材、磨料和粘結劑,合稱為砂帶構成的三要素。
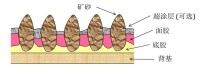
結構圖
由於砂帶的三大組成要素和各種特性因素的不同,砂帶可以根據不同磨削的對象、磨削條件以及磨削要求分為很多的品種。
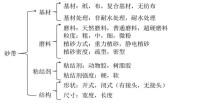
分類結構圖

砂帶的類型產品圖
砂帶磨削經過近三十年的發展,現已成為一項較完整且自成體系的新的加工技術。因其加工效率高、應用範圍廣、適應性強、使用成本低、操作安全方便等特點而深受用戶青睞。在國外,砂帶磨削技術已有了很大的進步,其加工對象和應用領域日趨廣泛,它幾乎能加工所有的工程材料,從一般日常生活用具到大型宇航器具無所不可應用,並已成為獲取顯著經濟效益的一種重要手段。其作為一種加工技術之所以受到人們日益廣泛的重視,得到迅速發展,是因為它具有以下一些重要的特點:
砂帶磨削屬於軟性磨削方式,是一種具有磨削、研磨、拋光多種作用的複合加工工藝。
砂帶上的磨粒比砂輪磨粒具有更強的切削能力,所以其磨削效率非常高。砂帶磨削效率高表現在它的切除率、磨削比(切除工件重量與與磨料磨損重量之比)和機床功率利用率三個方面都很高。到2012年,已知的砂帶磨削對鋼材的切除率已達到700mm3/mm·s,甚至超過了車削或銑削等。砂帶的磨削比大大超過了砂輪,高達300:1,甚至400:1,而砂輪才30:1。砂帶磨床的功率利用率,遠在砂帶磨削髮展初期就已達到80%,領先於其它機床,而今則高達96%,相比之下,砂輪磨床只有52%,銑床57%,車床65%,所以砂帶磨削還是一種很好的節能加工技術。
砂帶磨削工件表面質量高。這除了因其具有磨削、研磨和拋光的多重作用外,還因為:相對砂輪磨削而言,砂帶磨削有"冷態磨削"之稱,即磨削溫度低,工件表面不易出現燒傷等現象。
砂帶磨削系統震動小且穩定性好。由於砂帶本身質量輕,其磨削工藝結構系統的平衡狀態易於控制,所有的迴轉部件(如接觸輪、驅動輪、張緊輪等)磨損極小,不會出現象砂輪那樣的動不平衡因素。
此外,砂帶的彈性磨削效應能夠大大減輕或吸收磨削時產生的震動和衝擊。磨削速度穩定,砂帶驅動輪不會象砂輪一樣越磨直徑越小速度越慢。
砂帶磨削工件表面質量高主要表現在表面粗糙度值小,殘餘應力狀態好,以及表面無微觀裂紋或金相組織變化等現象。從表面粗糙度來看,砂帶磨削到2012年已可達Ra0.01mm,達到了鏡面磨削的效果,而對於粗糙度值在Ra0.1mm以上的情況,則非常容易達到。砂帶磨削工件表面殘餘應力多呈壓應力狀態,其值一般在-60~-5Kg/mm²,而砂輪磨削則多是張應力,所以砂帶磨削非常有利於強化工件表面,提高工件疲勞強度。
砂帶磨削精度高。由於砂帶製作質量和砂帶磨床生產水平的提高,砂帶磨削早已跨入精密和超精密加工的行列,最高精度已達到0.1mm以下。
砂帶磨削成本低。這主要表現在:
砂帶磨削設備簡單。與砂輪磨床相比,砂帶磨床簡單得多,這主要是因為砂帶質量輕,磨削力小,磨削過程中震動小,對機床的剛性及強度要求都遠低於砂輪磨床。
砂帶磨削操作簡便,輔助時間少。不論是手動還是機動砂帶磨削,其操作都非常簡便。從更換調整砂帶到被加工工件的裝夾,這一切都可以在很短的時間內完成。
砂帶磨削比大,機床功率利用率高,切削效率高。這使得切除同等重量或體積的材料所消耗的工具和能源費用減少,佔用時間短。
砂帶磨削非常安全,噪音和粉塵小,且易於控制,環境效益好。
由於砂帶本身質量很輕,即使斷裂也不會有傷人的危險。砂帶磨削不象砂輪那樣脫砂嚴重,特別是干磨時,磨屑構成主要是被加工工件的材料,很容易回收和控制粉塵。由於採用橡膠接觸輪,砂帶磨削不會象砂輪那樣形成對工件的剛性衝擊,故加工噪音很小,通常<70dB。由此可見,從環保角度來看砂帶磨削也是十分值得推廣的。
砂帶磨削工藝靈活性大、適應性強。這表現在:
砂帶磨削可以十分方便地用於平面、內、外圓和複雜曲面的磨削。設計一台砂帶磨頭裝置作為功能部件可以裝在車床上進行車后磨削,也可以裝在刨床上使用,同時還可以設計成各種專用的磨床。利用砂帶磨削的這種特性能夠很容易地解決一些難加工零件,如超長、超大的軸類和平面零件的精密加工。
砂帶的基材、磨料、粘結劑均有很大的選擇範圍,能適應各種用途的需要。砂帶的粒度、長度和寬度也有各種規格,並有卷狀、環狀等多種形式可供選用。
對同一種工件,砂帶磨削可以採用各種不同的磨削方式和工藝結構進行加工。
砂帶磨削的應用範圍極其廣泛砂帶優越的磨削性能和靈活的工藝特性決定了它具有極其廣泛的應用範圍,從日常生活到工業生產的各行各業,砂帶磨削幾乎遍及所有領域。其應用形式之多樣,範圍之廣泛是其它任何一種加工方法所不能比擬的。具體表現在:
砂帶磨削幾乎能磨削一切工程材料。除了砂輪磨削能加工的材料外,其還可以加工諸如銅、鋁等有色金屬和木材、皮革、塑料等非金屬軟材料。特別是砂帶磨削的"冷態"磨削效應使之在加工耐熱難磨削材料時更顯出獨特的優勢。
砂帶磨削能夠加工表面質量及精度要求高的各種形狀的工件。砂帶磨削不但可以加工常見的平面、內外圓表面的工件,還能以極高的效率加工表面質量及精度要求都較高的大型或異型件。例如:大面積板材的拋磨加工。砂輪的寬度最大僅1000mm,而砂帶可以做到2500mm以上。到2012年已知最寬的砂帶磨床所使用的砂帶寬達4900mm。實際使用中砂帶磨削常見的加工寬度為50~2000mm,加工厚度0.4~150mm。其生產率高達1000m2/h。這種寬砂帶磨削可廣泛用於鋼板、不鏽鋼板、硅鋼片、鋁板、銅板、刨花板、膠合板、中密度纖維板、皮革、絕緣板、陶瓷板以及宇航器具、艦船和核物理研究裝置上使用的各種高精度低粗糙度的大型板材等的表面加工。發動機變速箱體斷面等斷續平面的精密加工也可以用寬砂帶磨削一次成形,並能保證比傳統銑、刨加工的表面有更好的密封性。
金屬帶材或線材的連續拋磨加工。由於寬砂帶磨削的發展,使薄型帶材在整個寬度上都有相同的磨削條件,不至於發生局部受力過大,產生應力變形,故冷扎鋼帶、銅、鋁帶及其它合金帶材等的表面都適合於用砂帶連續拋磨。其加工寬度為600~2100mm,加工厚度0.1~2.2mm,表面粗糙度值Ra3.2~0.1mm,帶材運行速度為3~80m/min。行星式砂帶磨削為不鏽鋼或其它材料的成卷線材的拋磨提供了一種十分有效和經濟的加工方法。已知的線材拋磨直徑在0.8~20mm.連續運行速度6~150m/min。
長徑比很大的工件內、外圓拋磨。現代工業中的各種大型的、長徑比很大的軸類工件的外圓和管類工件的內圓表面的加工利用砂帶磨削十分方便。一般可在大型標準設備上增加一個砂帶磨削裝置便可實現。批量大的則可採用專用的砂帶磨床。如大型發電機轉子、軋輥、造紙烘缸等工件的外圓和汽缸、石油管道、壓力容器等工件的內圓表面加工。
複雜異型工件的拋磨。曲面工件的成型磨削,難度較大。然而利用砂帶的柔性可方便地加工各種複雜曲面,曲率半徑僅為3mm的內圓角,砂帶亦可對其進行拋磨。如飛機發動機頁片、汽輪機葉片、導航葉片、聚光鏡燈碗、反射鏡、餐具、手柄、水暖器具等等都可用砂帶進行高效率高質量的拋磨加工。
砂帶磨削設備形式多樣,品種繁多。其可在各種通用型砂帶磨削設備上進行。通用型砂帶磨削設備小的有手提式砂帶機、萬能砂帶機、台式砂帶機;大的有外圓砂帶磨床、平面砂帶磨床、無心砂帶磨床和內圓砂帶磨床等等。專用的砂帶磨床有凸輪軸砂帶仿形磨床、工業罐體砂帶拋磨機、汽車輪胎鋼圈端面砂帶拋磨機、摩托車油箱砂帶拋磨機、專用不鏽鋼星盆髮絲機等。
CBN砂帶具有磨削的高效率,耐磨性好,加工表面質量高和環保特性。CBN硬度僅次於金剛石,而熱穩定性遠遠高於金剛石,對於Fe族金屬及合金工具有較大的化學惰性。因此CBN磨料加工黑色金屬及其金屬材料是其他普通磨料無法比擬的。這就是為硬而韌的難加工材料的加工提供了新的手段,金剛石適合於加工硬脆材料,CBN恰恰能與之相互補充。
特點及應用
1、CBN的硬度比普通磨料高很多。特別是適合加工硬度高,韌性大,高溫,強度高,熱導性率低的材料,其金屬磨除率也是金剛石的10倍。
2、CBN磨具的磨削性能十分優異,不僅能夠勝任難磨材料的加工,提高生產效率,而且有利於嚴格控制工件的形狀和尺寸精度,還能有效提高磨削質量,顯著提高磨削后工具的表面完整性,因而提高了零件的疲勞強度,延長了使用壽命,增加了可靠性。
3、CBN磨具磨損少,使用周期長,磨削比較高,使用合理可獲得良好的經濟效果。
4、CBN磨具使用時,形狀和尺寸變化極為緩慢,更適用於CBN數控加工中心高精度零件。
5、能長時間保持鋒利的切削力,故磨削力較小,有利於零件的精度和光潔度的提高,還可以減少機床的動力消耗。
6、磨削溫度較低,可以大大提高工件的表面質量,避免零件出現裂紋、燒傷、組織變化等弊病,改善加工表面應力狀況,有利於零件使用壽命的延長。
7、普通磨料砂帶在人工使用過程中產生大量粉塵,對人體健康有害,長期使用會引發矽肺病。
CBN砂帶的主要應用範圍
1、含鎢材料製品。含鎢鉬和其他高速鋼,特別是釩合金鋼,鈷合金鋼,特殊高速鋼刀具的刃磨和粗磨。
2、由耐熱鋼頓號不鏽鋼和高硬度的合金結構鋼製成的精密零件的精磨和終磨。這些零件用普通磨具時因磨具莫順消耗或磨鈍過快,而不能獲得很高的精度。
3、CBN砂帶磨削鈦合金時,磨削力小,磨削溫度高,磨削比很高,而且磨削表面基本呈壓應力狀態,是磨削鈦合金的理想磨具。
4、大型精密工件(機床導軌)的精磨和終磨。這些工件往往由於磨削溫度高而引起較大的熱變形,從而未能獲得高的精度。
5、在自動和半自動機床上大量生產工件(儀錶和微型軸承的零件)的精磨和終磨。
6、各種複雜型面工件(插齒刀,高精度齒輪,葉片)的加工。
7、難加工耐熱鋼工件的超精加工。
8、其他鋼淬火的精磨。
9、對局部熱應力的熱衝擊敏感的各種材料零件的磨削。
提供加工定製:是 品牌:
型號: HD-A-28 類型:三角型(砂帶機)
規格: L1900mmxW1050mmxH1700mm 電源電壓: 380V
砂帶線速度: 1900(m/min)砂帶寬度: 100(mm)
砂帶周長: 3500/4000(mm)輸入功率: 2200(W)
輸出功率: 2200(W)
重量: 90(kg)
機器特點
1、拉絲掃紋處理后紋路清晰柔,長直絲、雪花絲均可。
2、工件表面紋路清晰,平面整潔光滑,效果好,使工件看起來更高檔。
3、拉絲后的工件,經過氧化處理后,就更是大大提升了產品的價值,使產品更具市場競爭力。
4、可安裝尼龍帶或者拋光帶。
5、本機電動升降工作台,穩定靜音。
6、可根據客戶要求加水循環裝置、滑動壓板、氣動壓板等
7、按功能分:標準型(配手壓板)電動升降型 水磨型。
8、可加裝機械壓板或氣缸壓板。
適用範圍
中、小型鋁板,銅板,不鏽鋼板,機箱,機櫃,鎖面板,散熱片,面板等平面過砂、拉絲。