cnc編程
數控加工中心
cnc編程(Computerized Numerical Control)指的是數控加工中心,也就是普通的加工機器現在變成用電腦控制的那一種。cnc編程有手工編程和主動編程。
cnc機床是一種技術集成度及自動化程度很高的機電一體化加工的配置,是綜合應用謀划機、主動控制、主動檢測及精密機器等高新技能的產品。隨著cnc機床的成長與遍及,當代化企業對明白cnc加工技能、能進行cnc加工編程的技能人才的需求量必將連續增長。cnc車床是如今利用最廣泛的cnc機床之一。本文就cnc車床零件加工中的步驟式樣標題進行探究。
cnc編程要領有手工編程和自動編程兩種。手工編程是指從零件圖樣分析工藝處理、數據謀划、編寫步驟單、輸進步驟到步驟校驗等各步驟重要有人工完成的編程進程。它實用於點位加工或多少外形不太紛亂的零件的加工,以及謀划較大略,步驟段未幾,編程易於實現的場地等。但對付多少外形紛亂的零件(尤其是空間曲面構成的零件),以及多少元素不紛亂但需式樣步驟量很大的零件,由於編程時謀划數值的勞動相當啰嗦,勞動量大,容易墮落,步驟校驗也較困難,用手工編程難以完成,因此要採取主動編程。所謂主動編程即步驟式樣勞動的大局部或全部有謀划機完成,可以有效辦理紛亂零件的加工標題,也是cnc編程將來的成長趨勢。同時,也要看得手工編程是主動編程的根本,主動編程中許多核心閱歷都來歷於手工編程,二者相輔相成。
拿到一張零件圖紙后,最終應對零件圖紙分析,確定加工工藝進程,也即確定零件的加工要領(如採取的工夾具、裝夾定位要領等),加工蹊徑(如進給蹊徑、對刀點、換刀點等)及工藝參數(如進給速率、主軸轉速、切削速率和切削深度等)。其次應舉行數值謀划。盡大局部cnc體系都帶有刀補作用,只需謀划形狀相鄰多少元素的交點(或切點)的坐標值,得出各多少元素的出發點盡頭和圓弧的圓心坐標值即可。最終,根據謀劃出的刀具活動軌跡坐標值和已確定的加工參數及幫助舉動,聯合cnc體系法則利用的坐標指令代碼和步驟段模樣,逐段編寫零件加工步驟單,並輸進CNC裝置的存儲器中。
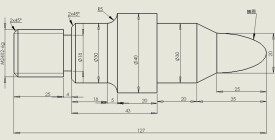
cnc車床主要是加工反轉展轉體零件,典範的加工外貌不外乎外圓柱、外圓錐、螺紋、圓弧面、切槽等。比方,要加工外形如圖所示的零件,採取手工編程要領比較得當。由於差別的cnc體系其編程指令代碼有所差別,因此應根據配置類別舉行編程。以西門子802Scnc體系為例,應舉行如下支配。
(1)確定加工蹊徑
按先主后次,先粗后精的加工原則確定加工蹊徑,採取穩固循環指令對外形狀舉行粗加工,再精加工,然後車退刀槽,最終加工螺紋。
(2)裝夾要領和對刀點的選擇
採取三爪自定心卡盤自定心夾緊,對刀點選在工件的右端面與反轉展轉軸線的交點。
(3)選擇刀具
根據加工要求,選用四把刀,1號為粗加工外圓車刀,2號為精加工外圓車刀,3號為切槽刀,4號為車螺紋刀。採取試切法對刀,對刀的同時把端面加工出來。
(4)確定切削用量
車外圓,粗車主軸轉速為500r/min,進給速率為0.3mm/r,精車主軸轉速為800r/min,進給速率為0.08mm/r,切槽和車螺紋時,主軸轉速為300r/min,進給速率為0.1mm/r。
(5)步驟式樣
確定軸心線與球頭中央的交點為編程原點,零件的加工步驟如下:
主步驟
JXCP1.MPF
N05 G90 G95 G00 X80 Z100 (換刀點)
N10 T1D1 M03 S500 M08 (外圓粗車刀)
-CNAME=“L01”
R105=1 R106=0.25 R108=1.5 (配置坯料切削循環參數)
R109=7 R110=2 R111=0.3 R112=0.08
N15 LCYC95 (調用坯料切削循環粗加工)
N20 G00 X80 Z100 M05 M09
N25 M00
N30 T2D1 M03 S800 M08 (外圓精車刀)
N35 R105=5 (配置坯料切削循環參數)
N40 LCYC95 (調用坯料切削循環精加工)
N45 G00 X80 Z100 M05 M09
N50 M00
N55 T3D1 M03 S300 M08 (切槽車刀,刀寬4mm)
N60 G00 X37 Z-23
N65 G01 X26 F0.1
N70 G01 X37
N75 G01 Z-22
N80 G01 X25.8
N85 G01 Z-23
N90 G01 X37
N95 G00 X80 Z100 M05 M09
N100 M00
N105 T4D1 M03 S300 M08 (三角形螺紋車刀)
R100=29.8 R101=-3 R102=29.8 (配置螺紋切削循環參數)
R103=-18 R104=2 R105=1 R106=0.1
R109=4 R110=2 R111=1.24 R112=0
R113=5 R114=1
N110 LCYC97 (調用螺紋切削循環)
N115 G00X80 Z100 M05 M09
N120 M00
N125 T3D1 M03 S300 M08 (堵截車刀,刀寬4mm)
N130 G00 X45 Z-60
N135 G01 X0 F0.1
N140 G00 X80 Z100 M05 M09
N145 M02
子步驟
L01.SPF
N05 G01X0 Z12
N10 G03 X24 Z0 CR=12
N15 G01 Z-3
N20 G01 X25.8
N25 G01 X29.8 Z-5
N30 G01 Z-23
N35 G01 X33
N40 G01 X35 Z-24
N45 G01 Z-33
N50 G02 X36.725 Z-37.838 CR=14
N55 G01 X42 Z-45
N60 G01 Z-60
N65 G01 X45
N70 M17
要實現cnc加工,編程是要害。本文雖然只對一例cnc車床加工零件的舉行了編程分析,但它具有肯定的代表性。由於cnc車床可以加工平凡車床無法加工的紛亂曲面,加工精度高,質量容易包管,成長遠景非常廣闊,因此控制cnc車床的加工編程技能尤為緊張。
1.白鋼刀轉速不可太快。
2. 銅工開粗少用白鋼刀,多用飛刀或合金刀。
3. 工件太高時,應分層用不同長度的刀開粗。
4. 用大刀開粗后,應用小刀再清除余料,保證余量一致才光刀。
5. 平面應用平底刀加工,少用球刀加工,以減少加工時間。
6. 銅工清角時,先檢查角上R大小,再確定用多大的球刀。
7. 校表平面四邊角要鑼平。
8. 凡斜度是整數的,應用斜度刀加工,比如管位。
9. 做每一道工序前,想清楚前一道工序加工后所剩的余量,以避免空刀或加工過多而刀。
10. 盡量走簡單的刀路,如外形、挖槽,單面,少走環繞等高。
11. 走WCUT時,能走FINISH 的,就不要走ROUGH 。
12. 外形光刀時,先粗光,再精光,工件太高時,先光邊,再光底。
13. 合理設置公差,以平衡加工精度和電腦計算時間。開粗時,公差設為余量 的1/5,光刀時,公差設為0.01。
14. 做多一點工序,減少空刀時間。做多一點思考,減少出錯機會。做多一點輔助線輔助面,改善加工狀況。
15. 樹立責任感,仔細檢查每個參數,避免返工。
16. 勤於學習,善於思考,不斷進步。
銑非平面,多用球刀,少用端刀,不要怕接刀;
小刀清角,大刀精修;
不要怕補面,適當補面可以提高加工速度,美化加工效果.
毛坯材料硬度高:逆銑較好
毛坯材料硬度低:順銑較好
機床精度好、剛性好、精加工:較適應順銑,反之較適應逆銑
零件內拐角處精加工強烈建議要用順銑。
粗加工:逆銑較好,精加工:順銑較好
刀具材料韌性好、硬度低:較適應粗加工(大切削量加工)
刀具材料韌性差、硬度高:較適應精加。