凸焊
凸焊
凸焊是一種能夠同時進行多點焊接的高效率焊接法,可用於代替電弧焊、釺焊與咬接。這種方法的加工速度快,且除電力外無其他消耗,是個很大的特點。凸焊與點焊相比,其不同點是預先在板件上加工出凸點,或利用焊件上能使電流集中的型面、倒角等作為焊接時的相互接觸部位。焊接時靠凸點接觸,提高了單位面積上的壓力與電流密度,有利於將板件表面氧化膜壓破,使熱量集中,減小分流,減小了點焊中心距,一次可進行多點凸焊,提高了生產率,並減小了接頭的翹曲變形。在車身上,一般是將凸焊螺母(有凸點的螺母)焊在薄板上,這樣在裝配時只需要擰緊螺栓即可,提高了裝配工效。
凸焊是在一工件的貼合面上預先加工出一個或多個凸點,使其與另一工件表面相接觸並通電加熱,然後壓塌,使這些接觸點形成焊點的電阻焊方法。凸焊是點焊的一種變形。凸焊主要用於焊接低碳鋼和低合金鋼的衝壓件,板件凸焊最適宜的厚度為0.5~4mm小於0.25mm時宜採用點焊。隨著汽車工業的發展,高生產率的凸焊在汽車零部件製造中獲得大量應用。凸焊在線材、管材等連接上也應用普遍。
凸焊是在一個工件的貼合面上預先加工出一個或多個凸起點,使其與另一個工件表面相接觸加壓並通電加熱,然後壓塌,使這些接觸點形成焊點的電阻焊方法。
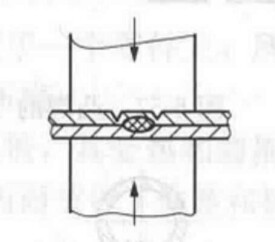
凸點接頭的形成過程與點焊、縫焊類似,可劃分為預壓、通電加熱和冷卻結晶三個階段。
①預壓階段。在電極壓力作用下,凸點與下板貼合面增大,使焊接區的導電通路面積穩定,破壞了貼合面上的氧化膜,形成良好的物理接觸。
②通電加熱階段。由壓潰過程和成核過程組成。凸點壓潰、兩板貼合后形成較大的加熱區,隨著加熱的進行,由個別接觸點的熔化逐步擴大,形成足夠尺寸的熔化核心和塑性區。
③冷卻結晶階段。切斷焊接電流后,熔核在壓力作用下開始結晶,其過程與點焊熔核的結晶過程基本相同。
(1)焊接電流
凸焊時每一焊點所需電流比點焊同樣的一個焊點時小,在採用合適的電極壓力下不至於擠出過多金屬時的電流作為最大電流。在凸點完全壓潰之前能使凸點熔化的電流作為最小電流。工件的材質及厚度是選擇焊接電流的主要依據。多點凸焊時,總的焊接電流為凸點所需電流總和。
(2)電極壓力
電極壓力應使凸點達到焊接溫度時能全部壓潰,並使兩工件緊密貼合。電極壓力過大會過早地壓潰凸點.失去凸焊的作用,同時因電流密度減小而降低接頭強度;壓力過小又會造成嚴重的噴濺。電極壓力的大小,同時影響吸熱和散熱。電極壓力的大小應根據工件的材質和厚度來確定。
電極壓力通常可按各點(按不通電時凸點壓下不超過10%為準)總和的1.5倍計算。
睢點電極壓力:當板厚1mm時為500~800N;5mm時為5000~6000N。
(3)焊接通電時間
焊接通電時間是指焊一個點的通電時間,凸焊的焊接通電時間比點焊長。如要縮短焊接通電時問就應增大焊接電流,但過大的焊接電流會使金屬過熱和引起噴濺。對於給定的工件材料和厚度,焊接通電時間應根據焊接電流和凸點的剛度來確定。通常單點焊
接通電時間為0.5~2.5s。工件厚度>3mm時,可多次通電,如3~5次,每次通電0.04~0.8s,間歇0.06~0.2s,以防止個別點過熱。
(4)焊接功率
焊接每一個焊點所需的電功率視厚度不同而異,一般工件厚1mm,功率為40~50kW;工件厚3mm,功率為80~100kW。
(5)凸點所處的工件焊接同種金屬時,凸點應沖在較厚的工件上,焊接異種金屬時,凸點應沖在電導率較高的工件上。盡量做到兩工件問的熱平衡。
凸焊用於有高厚度比的用途里(例如把螺母焊接在薄板上);以及一些必須控制薄板外觀的用途里(例如一些器具表面)。凸焊的主要應用還是連接一些衝壓的低碳鋼、低合金鋼和HSLA鋼的零件。在衝壓(沖孔、拉拔或成形加工)的過程中,必須在衝壓工序里讓其中一個零件形成一個凸起,以此得以進行凸焊。凸焊還可以用於把切制螺紋零件連接到衝壓零件上,可以在切制螺紋零件的端部通過切削或冷成形來加工出凸起。
凸焊在厚為0.56~3.18mm(0.022~0.125in)的零件上,使用的最為成功。0.25mm(0.010in)厚的坯料用於進行凸焊時,凸起的設計是其關鍵,並需要有小慣性的焊頭和快速隨動裝置的焊機。厚度小於0.25mm(0.010in)的截面更適合於用點焊。
凸焊的主要優點是:
1)可以同時在焊機的一道工序里進行數個焊點的焊接,它僅受到調節電流和力的控制能力的限制。
2)由於在焊點處較大的電流集中及較小的分流機會,所以能焊接較窄的翻邊,而且凸焊的焊點間隔比點焊的更為接近。
3)凸焊中使用的電極接觸面大於其凸起,也大於用於焊核直徑與之相當的點焊電極接觸面。因此由於較小的電流密度,其電極需要的維護也少於點焊電極。
4)凸焊可以用於一些因為太厚而無法使用RSW連接的金屬上。
5)凸起大小和位置的靈活選擇,使其與焊接的工件厚度比可為6(或更大):1。厚度比約大於3:1的工件有時難以進行點焊。
6)其工藝可以用於防泄漏(如環形凸焊)的接頭。
凸焊的缺點包括:
1)在一個工件上成形一個或多個凸起時,會需要附加工序,除非零件能壓製成形為所需要的形狀。
2)當用同一個電極一次進行多個焊點的焊接時,工件的對準和凸起的尺寸(特別其高度)必須控制在嚴格公差里,才能獲得均勻一致的焊點質量。
3)當同時進行多焊點的凸焊時,凸起的分佈受限於電流的分流路徑,這與其要求的位置不一定吻合。