平面磨床
磨削工件平面或成型表面的磨床
磨床的徠一種。主要用砂輪旋轉研磨工件以使其可達到要求的平整度,根據工作台形狀可分為矩形工作台和圓形工作台兩種,矩形工作台平面磨床的主參數為工作台寬度及長度,圓形工作台的主參數為工作檯面直徑。根據軸類的不同可分為卧軸及立軸磨床之分。如M7432立軸圓台平面磨床,4080卧軸矩台平面磨床。
磨削工件平面或成型表面的一類磨床。主要類型有卧軸矩台、卧軸圓台、立軸矩台、立軸圓台和各種專用平面磨床。
①卧軸矩台平面磨床:工件由矩形電磁工作台吸住或夾持在工作台上,並作縱嚮往復運動。砂輪架可沿滑座的燕尾導軌(見機床導軌)作橫向間歇進給運動(見機床),滑座可沿立柱的導軌作垂直間歇進給運動,用砂輪周邊磨削工件,磨削精度較高。
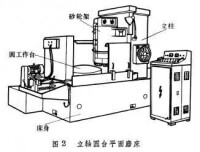
②立軸圓台平面磨床:豎直安置的砂輪主軸以砂輪端面磨削工件,砂輪架可沿立柱的導軌作間歇的垂直進給運動。工件裝在旋轉的圓工作台上可連續磨削,生產效率較高。為了便於裝卸工件,圓工作台還能沿床身導軌縱向移動。
③卧軸圓台平面磨床:適用於磨削圓形薄片工件,並可利用工作台傾斜磨出厚薄不等的環形工件。
④立軸矩台平面磨床:由於砂輪直徑大於工作台寬度,磨削麵積較大,適用於高效磨削。
⑤雙端面磨床:利用兩個磨頭的砂輪端面同時磨削工件的兩個平行平面,有卧軸和立軸兩種型式。工件由直線式或旋轉式等送料裝置引導通過砂輪。這種磨床效率很高,適用於大批量生產軸承環和活塞環等零件。此外,還有專用於磨削機床導軌面的導軌磨床、磨削透平葉片型面的專用磨床等。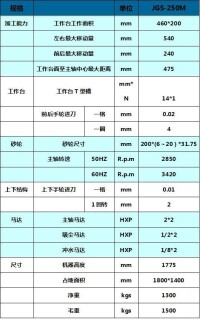
平面磨床
光學玻璃是用於製造光學儀器或機械系統中光學元件(透鏡、稜鏡和反射鏡等)的玻璃材料的統稱。由於光學玻璃具有穩定的物理化學性能和高度的光學均勻性,且耐磨性好、抗蝕性強,因此被廣泛應用於激光技術、光電通訊、航空航天以及國防工業等領域,已成為當前尖端科學技術中應用最活躍的材料之一。隨著科學技術的不斷發展,現代光學工業對光學玻璃提出了精度高、需求量大等苛刻要求。從精度方面,要求光學玻璃具有面形精度高(Ra≤0.1 μm)、表面粗糙度低(Ra≤12 nm)以及亞表面裂紋少等;從需求量方面,以激光核聚變裝置 所 需的光學玻璃為例,美國國家點火裝置(National Ignition Facility, NIF)的光學系統使用7000多件大口徑光學元件(口徑大於400mm×400mm)。
由於光學玻璃具有硬度高、脆性大的特點,在加工過程中極易產生表面疵病與亞表面損傷,屬於典型的難加工材料。其超光滑表面成形技術及高效低成本加工工藝技術已經成為國防科技、航空航天、電子信息等領域急需研究的重要課題。對於光學玻璃等硬脆材料,超精密磨削技術是實現超光滑表面的最佳手段。因此,美國、德國、日本、英國等工業發達國家,對光學玻璃等硬脆材料的超精密磨削加工技術的研究十分活躍,已開發出先進的高精度高剛度磨床,用於硬脆材料的超精密加工技術的研究,並且相關科研成果被應用於國防及民用工業領域。近年來,光學玻璃等硬脆材料超精密磨削裝備及工藝技術研究已被列為重點資助的科研內容。
H402-AZ數控專用平面磨床就是“高檔數控機床與基礎製造裝備”科技重大專項課題“超精密大尺寸光學玻璃平面磨床”的產品,專門針對大尺寸平面光學玻璃零件,如激光(釹)玻璃、熔石英等加工的需要而研製開發的超精密大尺寸平面磨削加工機床,是此類機床設計製造的關鍵技術,為光學玻璃材料的超精密磨削加工工藝、並在生產中實現應用提供依據。
H402-AZ數控專用平面磨床採用龍門式卧軸矩台的結構布局方式,配備高精度運動功能部件、高解析度測量與反饋系統以及高性能數控系統與伺服驅動系統,具有結構剛度高、力熱穩定性好和加工精度高的特點。另外,機床配備了在位測量系統,可完成大尺寸光學玻璃平面度快速、精密、可靠檢測。超精密大尺寸光學玻璃平面磨床結構。
工作檯面尺寸 1300×500 mm
工作台縱向行程 0~1700 mm
砂輪垂直行程 0~240 mm
滑座橫向行程 0~960 mm
砂輪直徑 270~350 mm
砂輪寬度 40 mm
砂輪轉速 8000 rpm
砂輪切削速度 20~120 m/s
工件最大質量(含夾具)300 kg
機床加工零件規格450 mm×1200 mm
加工工件徠表面粗糙度Ra≤10 nm
加工工件的面形精度(表面平度)PV3 μm
1)高剛度高穩定性床身
床身採用整體花崗岩結構,由於花崗岩具有高阻尼、小振動、熱穩定性佳等特性,可以保證磨床高剛度和高穩定性。
2)工作台
工作檯面採用整體花崗岩結構,在傳統閉式靜壓導軌的基礎上開發了高剛性、高精度的大平面閉式靜壓導軌,以實現工作台的大行程、平穩、可靠的往複運動。工作台採用SIEMENS直線電機進行驅動,同時為了防止直線電機的運動影響檯面,專門為直線電機設計了獨立的靜壓導軌。檯面的運動狀態由HEIDENHAIN光柵系統進行閉環控制,從而保證了工作台具有高精度、快速響應的運動特性。
3)立柱、滑座與橫樑
可控制由於熱引起的機床變形,立柱和橫樑採用花崗岩製成。砂輪橫向位移滑座置於固定的橫樑上、安裝砂輪架的垂直運動拖板置於橫向位移滑座上。橫向位移和垂直運動均採用SIEMENS伺服電機直接驅動高精度滾珠絲杠來完成,HEIDENHAIN光柵位置反饋。橫向位移滑座以及垂直運動拖板的導軌同樣採用的是液體靜壓導軌。另外在垂直運動拖板上配備了微量進給機構,可以實現砂輪架0.1 μm的微進給。為了減少砂輪架滑座自重及其橫向位移引起的橫樑變形,在橫樑的正上方設置了卸荷裝置(卸荷橫樑)。用以承擔砂輪架滑座的大部分自重,並且通過HEIDENHAIN光柵位置反饋實現卸荷裝置與砂輪橫向位移滑座的運動同步,從而最大限度的減少橫樑變形對磨削加工的影響。
4)砂輪架
開發了轉速範圍廣、高剛性、高精度砂輪靜壓主軸系統,以實現砂輪的高剛性、高精度迴轉運動。砂輪軸採用液體靜壓軸承支承,SIEMENS內置式主軸電機,採用冷卻液強製冷卻主軸電機,砂輪主軸配備了砂輪平衡裝置,配套的管理控制程序能在循環中連續監測砂輪的情況並立即對可能出現的不平衡量進行補償。
5)測量系統
機床配備了激光干涉儀作為加工精度的在位測量系統,通過機床檯面運動和測量拖板橫向運動,使激光干涉儀的鏡頭可以掃描所有加工面積。當機床進行磨削加工時,測量橫樑可以運動到加工範圍以外。
超精密大尺寸光學玻璃平面磨床是針對國家重要光學工程行業面臨重大需求而研究開發的,是具有國際先進水平的超精密加工關鍵裝備。該項目的開發成功,能夠實現450×1200mm光學玻璃的高精度、高效率磨削,工件平面度可達3μm,大大縮短了後續研磨拋光的時間,可滿足激光武器、航空航天等領域對超精密大尺寸平面玻璃的大批量需求,對我國天文科學、國家重點工程和軍事裝備的發展具有重要意義,並將進一步推動我國光學和激光領域製造裝備的技術突破,提升我國相關領域的核心競爭力和創新能力。
機床應在最大運動空間外再預留300mm以上,每個底腳螺絲吃緊,台面前后及左右水平在0.04/1000mm以內。(安裝變頻器的要求需更高)
每三個月檢察,調整工作檯面水平,吃緊每個底腳螺絲。
所選砂輪須能承受周轉速2000m/min以上。
禁止使用有破損之砂輪。
新砂輪裝上法蘭必須做平衡。
進行正式磨削前,砂輪需空轉5分鐘。
最大進刀量行程800mm以下磨床為0.03mm,800mm以上磨床為0.05mm。
安裝砂輪前須確定主軸為順時針方向旋轉。
開機時,須先開主軸后開沖水。
平面磨床使用粘度為46號液壓油。
基本結構
每天檢查液壓油油位,油位應保證在最低與線之間。
液壓馬達啟動前,須確定流量調速桿在關閉位置。
須先開吸磁后開液壓。
潤滑油使用粘度為32號的導軌潤滑油。(推薦美威達1號或1405號)
每天確認油箱(池)油量,保證在下線以上。
每周檢查導軌油路是否通暢,杜絕導軌失油。
建議每三個月油箱清洗一次。
潤滑脂按規定定期加註。
禁止在工作台運動時調整左右行程。
當工作台鋼索鬆動時,應立即做調整。(本條適用手動機型)
吸塵箱過濾網每兩周須清潔一次。
冷缺水箱每一個月須清洗一次。
禁止使用空氣槍清洗平面磨床。
1)磨頭主軸過熱抱死
造成這種現象的主要原因是液壓油中混有雜質。如,灰塵、鐵末等。液壓油中的雜質會堵塞軸瓦中的細小油孔,造成部分液壓腔無液壓油,使主軸無法形成對稱的壓力油腔。主軸在旋轉時不處於純液體狀態,與軸瓦摩擦造產生熱量。通過對平面磨床主軸拆解后對各部件進行檢查后發現主軸圓度未超差,但表面光潔度差。軸瓦內孔圓度未超差,內孔表面有划痕,軸瓦斷面有划痕。軸瓦中毛細油孔堵塞。用金相砂紙將主軸表面、軸瓦內孔端面拋光后均可達到使用標準。
修理難點是,如何將軸瓦中0.5mm的毛細油孔中的雜質清除。毛細只有將各個通油孔通開,軸瓦內才能建立起靜壓平衡。軸瓦裝配在鑄鐵軸套中,需製作專用拉錘將軸瓦與軸套分離。將軸瓦分離后即可對軸瓦進行清理,通開各個通油孔。最後清理油箱並更換新的液壓油。所有修復工作都完成後即可回裝試車。
2)磨削活件光潔度差
主軸的徑向跳動超差,致使磨削加工時砂輪產生較大的振動,從而使得磨削工件表面光潔度較差。
造成平面磨床主軸徑向跳動超差的主要原因有:
(1)主軸碰撞或是受力變形。
(2)主軸的支持軸瓦的內孔圓度超差。
平面磨床的磨頭部分在支撐上採用的是前後兩個軸瓦的支撐模式,靜壓技術應用於其中,在軸瓦的前端開有深度為0.8mm,寬度4mm的兩個回油槽。軸瓦的加工及裝配精度會對M7140型靜壓磨頭的使用質量產生較為嚴重的影響。軸瓦與主軸在直徑方向上的間隙為0.07mm,可依照此數據進行故障查找及精度修復。主軸拆卸后發現造成軸振動的主要原因是軸瓦內孔圓度超差,致使靜壓平衡被破壞,造成主軸在迴轉時產生較大的振動。修復軸瓦內孔,恢復軸瓦內孔的圓度也可以用研磨的方法。
平面磨床
靜壓主軸部件在機床中大量應用,使機床的設計和製造水平上了一個新台階,也給機床的維修帶來了新難題。靜壓主軸的修理過程比較複雜精細,修理工期長,容易影響生產。所以,平時的維護保養工作是至關重要的。

基本信息
- 中文名
- 平面磨床
- 外文名
- Surface grinder
- 運用領域
- 工業
- 功能
- 研磨工件
- 組成
- 床身、工作台等組成
- 表面粗糙度
- Ra0.32μm
- 機床重量
- 5000kg
- 電機總功率
- 34KW
- 機床尺寸
- 3075×2495×1600
- 平行度
- ≤50 0.002mm