數控程序
數控程序
數控加工程序是由各種功能字按照規定的格式組成的。正確地理解各個功能字的含義,恰當的使用各種功能字,按規定的程序指令編寫程序,是編好數控加工程序的關鍵。
為了滿足設計、製造、維修和普及的需要,在輸入代碼、坐標系統,加工指令、輔助功能及程序格式等方面,國際上已經形成了兩種通用的標準,即國際標準化組織(ISO)標準和美國電子工業學會(EIA)標準。我國機械工業部根據ISO標準制定了JB3050-82《數字控制機床用七單位編碼字元》、 JB3051-1999《數字控制機床坐標和運動方向的命名》、 JB3208-1999《數字控制機床穿孔帶程序段格式中的準備功能G和輔助功能M代碼》。但由於各個數控機床生產廠家所用的標準尚未完全統一,其所用的代碼、指令及其含義不完全相同,因此在編製程序時必須按所用數控機床編程手冊中的規定進行。
數控編程人員必須掌握與數控加工相關內容的知識,包括數控加工原理、數控機床及其原理、機床坐標系,數控程序結構和常用數控指令等。
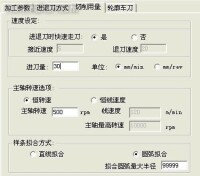
數控加工工藝分析和規劃將影響數控加工的加工質量和加工效率,因此,數控加工工藝分析和規劃是數控編程的核心內容。主要包括有加工區域的劃分和規劃,刀軌形式與走刀方式的選擇,刀具及機械參數的設置和加工工藝參數的設置。
自動編程
手工編程是編程員直接通過人工完成零件圖工藝分析、工藝和數據處理、計算和編寫數控程序、輸入數控程序到程序驗證整個過程的方法。手工編程非常適合於幾何形狀不太複雜、程序計算量較少的零件的數控編程。相對而言,手工編程的數控程序較短,編製程序的工作量較少。因此,手工編程廣泛用於形狀簡單的點位加工和直線、圓弧組成的平面輪廓加工中。
自動編程是一種利用計算機輔助編程技術的方法,它是通過專用的計算機數控編程軟體來處理零件的幾何信息,實現數控加工刀位點的自動計算。對於複雜的零件,特別是具有非圓曲線曲面的加工表面,或者零件的幾何形狀並不複雜,但是程序編製的工作量很大,或者是需要進行複雜的工藝及工序處理的零件,由於這些零件在編製程序和加工過程中,數值計算非常繁瑣,程序量很大,如果採用手工編程往往耗時多、效率低、出錯率高,甚至無法完成,這種情況下就必須採用自動編程。
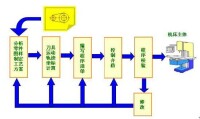
現在廣泛使用的自動編程是CAD/CAM圖形交互自動編程,CAD/CAM圖形自動編程系統的特點利用CAD軟體的圖形編輯功能將零件的幾何圖形繪製到計算機上,在圖形交互方式下進行定義、顯示和編輯,得到零件的幾何模型;然後調用CAM數控編程模板,採用人機交互的方式定義幾何體、創建加工坐標系、定義刀具,指定被加工部位,輸入相應的加工參數,確定刀具相對於零件表面的運動方式,確定加工參數,生成進給軌跡,經過後置處理生成數控加工程序。整個過程一般都是在計算機圖形交互環境下完成的,具有形象、直觀和高效的優點。

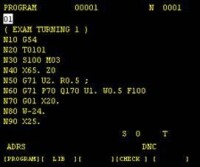
程序結構
程序編號: 001
程序內容: N001 G92 X40.0 Y30.0 ;
N002 G90 G00 X28.0 T01 S800 M03 ;
N003 G01 X-8.0 Y8.0 F200 ;
N004 X0 Y0 ;
N005 X28.0 Y30.0 ;
N006 G00 X40.0 ;
程序結束段: N007 M02 ;
(1)程序編號
採用程序編號地址碼區分存儲器中的程序,不同數控系統程序編號地址碼不同,如日本FANUC6數控系統採用o作為程序編號地址碼;美國的AB8400數控系統採用P作為程序編號地址碼;德國的SMK8M數控系統採用%作為程序編號地址碼等。
(2)程序內容
程序內容部分是整個程序的核心,由若干個程序段組成,每個程序段由一個或多個指令字構成,每個指令字由地址符和數字組成,它代表機床的一個位置或一個動作,每一程序段結束用“;”號。
(3)程序結束段
以程序結束指令M02或M30作為整個程序結束的符號。
程序格式
一個完整的數控加工程序是若l幹個程序段組成的。程序段格式:指程序段中的字、字元和數據的安排形式。
字地址可變程序段格式:每個字長不固定,各個程序段中的長度和功能字的個數都是可變的。
地址可變程序段格式中,在上一程序段中寫明的、本程序段里又不變化的那些字仍然有效,可以不再重寫。這種功能字稱之為續效字。
一般格式為:
(1)程序開始符、結束符
程序開始符、結束符是同一個字元,ISO代碼中是%,EIA代碼中是EP,書寫時要單列一段。
(2)程序名
程序名有兩種形式:一種是英文字母O和1~4位正整數組成;另一種是由英文字母開頭,字母數字混合組成的。一般要求單列一段。
(3)程序主體
程序主體是由若干個程序段組成的。每個程序段一般佔一行。
(4)程序結束指令
程序結束指令可以用M02或M30。一般要求單列一段。
加工程序的一般格式舉例:
% // 開始符
O1000 // 程序名
N10 G00 G54 X50 Y30 M03 S3000
N20 G01 X88.1 Y30.2 F500 T02 M08 // 程序主體
N30 X90
……
N300 M30 // 結束符
% 程序段格式舉例:
N30 G01 X88.1 Y30.2 F500 S3000 T02 M08
N40 X90(本程序段省略了續效字“G01,Y30.2,F500,S3000,T02,M08”,但它們的功能仍然有效)
在程序段中,必須明確以下幾點的對應關係:
移動目標:終點坐標值;
沿怎樣的軌跡移動:準備功能字;
進給速度:進給功能字F;
切削速度:主軸轉速功能字S;
使用刀具:刀具功能字T;
機床輔助動作:輔助功能字M。
分隔符固定順序程序段格式
這種程序段格式是在字與字之間用分隔符“HT”(在EIA代碼中用TAB)隔開,而且預先規定了代碼字的順序,因此,根據分隔符出現的順序,就可判定其功能。不需要的字以及本段程序內與上一段程序內的相同功能的字可省略,但其相應的分隔符必須保留,如下列程序所示。由此可見,這一格式不直觀,編程不方便,現已基本上不採用。
00l HT 3162 HT 1630 HT2 HT6 HT1 LF
002 HT 12365 HT HT HT HT LF
003 HT 3162 HT 28621HT 1 HT 5 HT 0 LF
功能字也叫程序字或指令,是機床數字控制的專用術語。他的定義一組有規定次序的代碼符號,可以作為一個信息單元存貯、傳遞和操作。
1、坐標字:用來設定機床各坐標的位移量由坐標地址符及數字組成,一般以X、Y、Z、U、V、W等字母開頭,後面緊跟“+”或“-”及一串數字。該數字一般以脈衝當量為單位,不使用小數點,如果使用小數表示該數,則基本單位為mm。
2、準備功能字(簡稱G功能):指定機床的運動方式,為數控系統的插補運算作準備,由準備功能地址符“G”和兩位數字所組成,G功能的代號已標準化,一些多功能機床,已有數字大於100的指令。
常用G指令:坐標定位與插補;坐標平面選擇;固定循環加工;刀具補償;絕對坐標及增量坐標等。
3、進給功能字:指定刀具相對工件的運動速度,進給功能字以地址符“F”為首,後跟一串字代碼,單位mm/min,在進給速度與主軸轉速有關時,如進行車螺紋、攻絲或套扣等加工時,使用的單位還可為mm/r。
三位數代碼法:F後跟三位數字,第一位為進給速度的整數位數加“3”,后二位是進給速度的前二位有效數字。如1728mm/min指定為F717。
二位數代碼法:F後跟二位數字,規定了與00—99相對應的速度表,除00與99外,數字代碼由01向98遞增時,速度按等比關係上升,公比為1.12。如F21速度11.2mm/min,F54速度500mm/min。
一位數代碼法:對速度檔較少的機床F後跟一位數字,即0—9來對應十種預定的速度。
直接指定法:在F后按照預定的單位直接寫上要求的進給速度。
4、主軸速度功能字:指定主軸旋轉速度,以地址符S為首,後跟一串數字。數字的意義、分檔方法及對照表與進給功能字通用,只是單位為:r/min。
5、刀具功能字:當系統具有換刀功能時,刀具功能字用以選擇替換的刀具,以地址符T為首,其後一般跟二位數字,該數代表刀具的編號。
6、輔助功能字:用於機床加工操作時的工藝性指令,以地址符M為首,其後跟二位數字(M00—M99),常用M指令:主軸的轉向與啟停;冷卻液的開與停;指定機械的夾緊與鬆開;指定工作台等的固定直線與角位移;說明程序停止或紙帶結束等。
7、模態指令和非模態指令:G指令和M指令均有模態和非模態指令之分。
模態指令:也稱續效指令,按功能分為若干組,表2第2列中標有相同字母的為同組。模態指令一經程序段中指定,便一直有效,直到出現同組另一指令或被其他指令取消時才失效,與上一段相同的模態指令可省略不寫。
非模態指令:非續效指令,僅在出現的程序段中有效,下一段程序需要時必須重寫(如G04)。
例如:
N001 G91 G01 X10 Y10 Z-2 F150 M03 S1500;
N002 X15;
N003 G02 X20 Y20 I20 J0;
N004 G90 G00 X0 Y0 Z100 M02;
說明:
1)第一段出現三個模態指令G91、G01、M03,因他們不同組而均續效,其中G91功能延續到第四段出現G90時失效;G01功能在第二段中繼續有效,至第三段出現G02時被取消;M03功能直到第四段M02生效時才失效。
2)表2第(3)欄有“*”和表3第(5)欄有“*”者為非模態指令,其功能僅在出現的程序段中有效。
3)表3第(2)欄有“*”的M指令,其功能與同段其他指令的動作同時開始。表3第(3)欄有“*”的M指令,其功能與同段其他指令動作完成後才開始。
1
1、字元與代碼
字元:用來組織、控制或表示數據的一些符號,如數字、字母、標點符號、數學運算符等。數控系統只能接受二進位信息,用“0”和“1”組合的代碼來表達。國際上廣泛採用兩種標準代碼:
(1) ISO國際標準化組織標準代碼
(2) EIA美國電子工業協會標準代碼
在現代大多數數控機床上這兩種代碼都可以使用。數控機床的零件加工程序,可通過撥碼盤、鍵盤、穿孔紙帶、磁帶及磁碟等介質輸入數控裝置中,
ISO代碼為補偶代碼。ISO代碼最多能表示的字元個數為2的7次方,等於128。
EL4代碼為補奇代碼。在EIA代碼中,每行代碼孔的個數為奇數;EIA代碼最多能表示的字元個數為2的6次方等於64。
從以上對兩種代碼的比較可知,ISO代碼具有信息量大、可靠性高等優點,所以目前世界各國都采ISO代碼;但由於EIA代碼發展較早,已有的數控機床中,有一些採用的是EIA代碼,也有一些機床既可用ISO代碼又可用EIA代碼。現在我國規定新產品一律採用BO代碼。
2、字
字:指一系列按規定排列的字元,作為一個信息單元存儲、傳遞和操作。由一個英文字母與隨後的若干位十進位數字組成。這個英文字母稱為地址符。
如:“X2500”是一個字,X為地址符,數字“2500”為地址中的內容。
3、字的功能
組成程序段的每一個字都有其特定的功能含義,以下是以FANUC-0M數控系統的規範為主來介紹的,實際工作中,請遵照機床數控系統說明書來使用各個功能字。
(1)順序號字N
順序號字:又稱程序段號或程序段序號。順序號位於程序段之首,由順序號字N和後續數字組成。順序號字N是地址符,後續數字一般1~4位正整數。順序號實際上是程序段的名稱。數控系統不是按順序號的次序來執行程序,而是按照程序段編寫時的排列順序逐段執行。
順序號的作用:
對程序的校對和檢索修改;
作為條件轉向的目標,即作為轉向目的程序段的名稱。
有順序號的程序段可以進行復歸操作,這是指加工可以從程序的中間開始,或回到程序中斷處開始。
一般使用方法:編程時將第一程序段冠以N10,以後以間隔10遞增的方法設置順序號,這樣,在調試程序時如果需要在N10和N20之間插入程序段時,就可以使用N11、N12。
(2)準備功能字G
準備功能字的地址符是G,又稱為G功能或G指令,是建立機床或控制系統工作方式的一種指令。後續數字一般1~3位正整數。 (3)尺寸字
(3)尺寸字
1
尺寸字用於確定機床上刀具運動終點的坐標位置。
第一組 X,Y,Z,U,V,W,P,Q,R 用於確定終點的直線坐標尺寸;
第二組 A,B,C,D,E 用於確定終點的角度坐標尺寸;
第三組 I,J,K 用於確定圓弧輪廓的圓心坐標尺寸。
(4)進給功能字 F
進給功能字的地址符是F,又稱為F功能或F指令,用於指定切削的進給速度。
(5)主軸轉速功能字 S
主軸轉速功能字的地址符是S,又稱為S功能或S指令,用於指定主軸轉速。
(6)刀具功能字 T
刀具功能字的地址符是T,又稱為T功能或T指令,用於指定加工時所用刀具的編號。
(7)輔助功能字 M
輔助功能字的地址符是M,後續數字一般1~3位正整數,又稱為M功能或M指令,用於指定數控機床輔助裝置的開關動作。
(一)機床坐標系與工件坐標系
1、機床坐標系的確定
(1)機床相對運動的規定
工件相對靜止,而刀具運動。
在機床上,始終認為工件靜止,而刀具是運動的。這樣編程人員在不考慮機床上工件與刀具具體運動的情況下,就可以依據零件圖樣,確定機床的加工過程。
(2)機床坐標系的規定
標準機床坐標系中X、Y、Z坐標軸的相互關係用右手笛卡爾直角坐標系決定。
在數控機床上,機床的動作是由數控裝置來控制的,為了確定數控機床上的成形運動和輔助運動,必須先確定機床上運動的位移和運動的方向,這就需要通過坐標系來實現,這個坐標系被稱之為機床坐標系。
例如銑床上,有機床的縱向運動、橫向運動以及垂向訩動。在數控加工中就應該用機床坐標系來描述。
2、標準機床坐標系中X、Y、Z坐標軸的相互關係用右手笛卡爾直角坐標系決定:
直角坐標系
1)伸出右手的大拇指、食指和中指,並互為90度。則大拇指代表X坐標,食指代表Y坐標,中指代表Z坐標。
2)大拇指的指向為X坐標的正方向,食指的指向為Y坐標的正方向,中指的指向為Z坐標的正方向。
3)圍繞X、Y、Z坐標旋轉的旋轉坐標分別用A、B、C表示,根據右手螺旋定則,大拇指的指向為X、Y、Z坐標中任意一軸的正向,則其餘四指的旋轉方向即為旋轉坐標A、B、C的正向。
(3)運動方向的規定
增大刀具與工件距離的方向即為各坐標軸的正方向。
(二)機床加工坐標系的設定
1、數控銑床(FANUC 0M)加工坐標系的設定步驟
在選擇了被加工零件圖樣,並確定了編程原點位置后,可按以下方法進行加工坐標系設定:
(1)準備工作
機床回參考點,確認機床坐標系;
(2)裝夾工件毛坯
通過夾具使零件定位,並使工件定位基準面與機床運動方向一致;
(3)對刀測量
用簡易對刀法測量,方法如下: X、Y向對刀方法
用直徑為φ10的標準測量棒、塞尺對刀,得到測量值為X , Y ,Z值。
(4)計算設定值
將前面已測得的各項數據,按設定要求運算。
(5)設定加工坐標系
將開關放在 MDI 方式下,進入加工坐標系設定頁面。輸入數據為:
X= -392.626 Y= -246.460 Z= -32.033
表示加工原點設置在機床坐標系的X= -392.626 Y= -246.460 Z= -32.033 的位置上。
(6)校對設定值
對於初學者,在進行了加工原點的設定后,應進一步校對設定值,以保證參數的正確性。
校對工作的具體過程如下:在設定了G54加工坐標系后,再進行回機床參考點操作,其顯示值為
X +392.626
Y +246.460
Z +32.033
這說明在設定了G54加工坐標系后,機床原點在加工坐標系中的位置為:
X +392.626
Y +246.460
Z +32.033
這反過來也說明G54的設定值是正確的。
2、加工坐標系設定的操作。
3、注意事項
(1)G54~G59設置加工坐標系的方法是一樣的,但在實際情況下,機床廠家為了用戶的不同需要,在使用中有以下區別:利用G54設置機床原點的情況下,進行回參考點操作時機床坐標值顯示為G54的設定值,且符號均為正;利用G55~G59設置加工坐標系的情況下,進行回參考點操作時機床坐標值顯示零值。
(2)G92指令與G54~G59指令都是用於設定工件加工坐標系的,但在使用中是有區別的。G92指令是通過程序來設定、選用加工坐標系的,它所設定的加工坐標系原點與當前刀具所在的位置有關,這一加工原點在機床坐標系中的位置是隨當前刀具位置的不同而改變的。
(3)G54~G59指令是通過MDI在設置參數方式下設定工件加工坐標系的,一旦設定,加工原點在機床坐標系中的位置是不變的,它與刀具的當前位置無關,除非再通過MDI 方式修改。
(4)本課程所例加工坐標系的設置方法,僅是FANUC系統中常用的方法之一,其餘不一一例舉。其它數控系統的設置方法應按隨機說明書執行。
4、常見錯誤
當執行程序段G92 X 10 Y 10時,常會認為是刀具在運行程序後到達X 10 Y 10 點上。其實, G92指令程序段只是設定加工坐標系,並不產生任何動作,這時刀具已在加工坐標系中的 X10 Y10點上。
G54~G59指令程序段可以和G00、G01指令組合,如G54 G90 G01 X 10 Y10時,運動部件在選定的加工坐標系中進行移動。程序段運行后,無論刀具當前點在哪裡,它都會移動到加工坐標系中的X 10 Y 10 點上。
編程坐標系
編程坐標系編程人員根據零件圖樣及加工工藝等建立的坐標系。
編程坐標系一般供編程使用,確定編程坐標系時不必考慮工件毛坯在機床上的實際裝夾位置。
編程原點是根據加工零件圖樣及加工工藝要求選定的編程坐標系的原點。
編程原點應盡量選擇在零件的設計基準或工藝基準上,編程坐標系中各軸的方嚮應該與所使用的數控機床相應的坐標軸方向一致。
編程規則
在加工程序中,絕對尺寸指令和增量尺寸指令有兩種表達方法。
絕對尺寸指機床運動部件的坐標尺寸值相對於坐標原點給出。增量尺寸指機床運動部件的坐標尺寸值相對於前一位置給出。
1、用G功能字指定
G90指定尺寸值為絕對尺寸。
G91指定尺寸值為增量尺寸。
這種表達方式的特點是同一程序段中只能用一種,不能混用;同一坐標軸方向的尺寸字的地址符是相同的。
2、用尺寸字的地址符指定
絕對尺寸的尺寸字的地址符用 X、Y、Z
增量尺寸的尺寸字的地址符用 U、V、W
這種表達方式的特點是同一條程序段中絕對尺寸和增量尺寸可以混用,這給編程帶來很大方便。
(二)、預置寄存指令G92
預置寄存指令是按照程序規定的尺寸字的值通過當前刀具所在位置來設定加工坐標系的原點,不產生機床運動。
編程格式 G92 X~Y~ Z~
X、Y、Z的值是當前刀具位置相對於加工原點位置的值。
注意:這種方式設置的加工原點是隨刀具當前位置(起始位置)的變化而變化的。
(三) 、坐標平面選擇指令
坐標平面選擇指令是用來選擇圓弧插補的平面和刀具補償平面的。
G17表示選擇 XY平面
G18表示選擇 ZX平面
G19表示選擇 YZ平面
一般,數控車床默認在ZX平面內加工,數控銑床默認在XY平面內加工。
(四)、快速點定位指令
快速點定位指令控制刀具以點位控制的方式快速移動到目標位置,其移動速度由參數來設定。指令執行開始后,刀具沿著各個坐標方向同時按參數設定的速度移動,最後減速到達終點。注意:在各坐標方向上有可能不是同時到達終點。刀具移動軌跡是幾條線段的組合,不是一條直線。例如,在FANUC系統中,運動總是先沿45度角的直線移動,最後再在某一軸單向移動至目標點位置。編程人員應了解所使用的數控系統的刀具移動軌跡情況,以避免加工中可能出現的碰撞。
編程格式 G00 X~ Y~ Z~
X、Y、Z的值是快速點定位的終點坐標值
例:從A點到B點快速移動的程序段為:
G90 G00 X20 Y30
(五)、直線插補指令
直線插補指令用於產生按指定進給速度F實現的空間直線運動。
程序格式 G01 X~ Y~ Z~ F~
其中:X、Y、Z的值是直線插補的終點坐標值。
(六)、圓弧插補指令
G02為按指定進給速度的順時針圓弧插補。
G03為按指定進給速度的逆時針圓弧插補。
圓弧順逆方向的判別:沿著不在圓弧平面內的坐標軸,由正方向向負方向看,順時針方向G02,逆時針方向G03。
程序格式為:
XY平面:
G17 G02 X~ Y~ I~ J~ (R~) F~
G17 G03 X~ Y~ I~ J~ (R~) F~
ZX平面:
G18 G02 X~ Z~ I~ K~ (R~) F~
G18 G03 X~ Z~ I~ K~ (R~) F~
YZ平面:
G19 G02 Z~ Y~ J~ K~ (R~) F~
G19 G03 Z~ Y~ J~ K~ (R~) F~
其中:X、Y、Z的值是指圓弧插補 的終點坐標值;I、J、K是指圓弧起點到圓心的增量坐標,與G90,G91無關;R為指定圓弧半徑,當圓弧的圓心角≤180度時,R值為正,當圓弧的圓心角>180度時,R值為負。 (七)、刀具半徑補償指令
(七)、刀具半徑補償指令
程序格式
在零件輪廓銑削加工時,由於刀具半徑尺寸影響,刀具的中心軌跡與零件輪廓往往不一致。為了避免計算刀具中心軌跡,直接按零件圖樣上的輪廓尺寸編程,數控系統提供了刀具半徑補償功能。
1、編程格式
G41為左偏刀具半徑補償,定義為假設工件不動,沿刀具運動方向向前看,刀具在零件左側的刀具半徑補償。
G42為右偏刀具半徑補償,定義為假設工件不動,沿刀具運動方向向前看,刀具在零件右側的刀具半徑補償。
G40 為補償撤消指令
程序格式為:
G00/G01 G41/G42 X~ Y~ H~ 建立補償程序段
…… 輪廓切削程序段
……
G00/G01 G40 X~ Y~ 補償撤消程序段
其中:
G41/G42程序段中的X、Y值是建立補償直線段的終點坐標值;
G40程序段中的X、Y值是撤消補償直線段的終點坐標;
H為刀具半徑補償代號地址字,後面一般用兩位數字錶示代號,代號與刀具半徑值一一對應。刀具半徑值可用CRT/MDI方式輸入,即在設置時,H~ = R。如果用H00也可取消刀具半徑補償。
2、工作過程
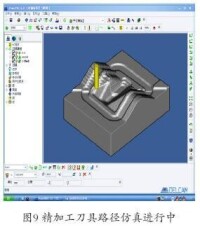
以下各圖表示的刀具半徑補償的工作過程。其中,實線表示編程軌跡;點劃線表示刀具中心軌跡;r等於刀具半徑,表示偏移向量。
(1)刀具半徑補償建立時,一般是直線且為空行程,以防過切。以G42為例,其刀具半徑補償建立見。
(2)刀具半徑補償一般只能平面補償,其補償運動情況。
(3)刀具半徑補償結束用G40撤銷,撤銷時同樣要防止過切。
應注意的是:
建立補償程序段,必須是在補償平面內不為零的直線移動。
建立補償程序段,一般應在切入工件之前完成。
撤銷補償程序段,一般應在切出工件之後完成。
3、刀具半徑補償量的改變
一般刀具半徑補償量的改變,是在補償撤銷的狀態下重新設定刀具半徑補償量。如果在已補償的狀態下改變補償量,則程序段的終點是按該程序段所設定的補償量來計算的。
4.刀具半徑補償量的符號
一般刀具半徑補償量的符號為正,若取為負值時,會引起刀具半徑補償指令G41與G42的相互轉化。
5.過切
通常過切由以下兩種情況:
(1)刀具半徑大於所加工工件內輪廓轉角時產生的過切。
(2)刀具直徑大於所加工溝槽時產生的過切。
6.刀具半徑補償的其它應用
應用刀具半徑補償指令加工時,刀具的中心始終與工件輪廓相距一個刀具半徑距離。當刀具磨損或刀具重磨后,刀具半徑變小,只需在刀具補償值中輸入改變后的刀具半徑,而不必修改程序。在採用同一把半徑為R的刀具,並用同一個程序進行粗、精加工時,設精加工余量為△,則粗加工時設置的刀具半徑補償量為R+△,精加工時設置的刀具半徑補償量為R,就能在粗加工后留下精加工余量△,然後。在精加工時完成切削。
(八)、刀具長度補償指令
使用刀具長度補償指令,在編程時就不必考慮刀具的實際長度及各把刀具不同的長度尺寸。加工時,用MDI方式輸入刀具的長度尺寸,即可正確加工。當由於刀具磨損、更換刀具等原因引起刀具長度尺寸變化時,只要修正刀具長度補償量,而不必調整程序或刀具。
G43 為正補償,即將Z坐標尺寸字與H代碼中長度補償的量相加,按其結果進行Z軸運動。
G44 為負補償,即將Z坐標尺寸字與H中長度補償的量相減,按其結果進行Z軸運動。
G49為撤消補償。
編程格式
G01 G43/G44 Z~H~// 建立補償程序段
…… // 切削加工程序段
……
G49 // 補償撤消程序段
例:G01 G43 Zs H~
或 G01 G44 Zs H~
其中:
S 為Z向程序指令點;
H~ 的值為長度補償量,即H~ =△。
H 刀具長度補償代號地址字,後面一般用兩位數字錶示代號,代號與長度補償量一一對應。刀具長度補償量可用CRT/MDI方式輸入。如果用H00則取消刀具長度補償。

程序調試
(一)目的和要求
1、進一步熟悉數控車床的操作
通過試切對刀、簡單車削循環、複合車削循環的程序調試,進一步熟悉數控車床的操作
2、掌握數控車削加工的對刀操作方法及工件坐標系的建立
掌握數控車削試切對刀的基本操作,用G92、G54~G59、Txxxx指令建立工件坐標系的幾種方法。
試切外圓作X向對刀,試切端面作Z向對刀;
G92是以當前位置點作為參照點、G54及T指令則是以機床零點作為參照點來建立坐標系的。由於機床原點不會改變,故用G54和T指令比用G92方便。
有多把刀具時使用T指令則更方便。
3、掌握簡單車削循環程序的編寫規則及其應用
簡單循環是指用一個程序行取代多個基本指令程序行功能的簡化編程手段,包括以車外圓方式為主的G80和以車端面方式為主的G81。了解掌握指令格式中坐標數據的演演算法及指令的應用。
簡單循環編程僅用於一個台肩的階梯軸的加工,從棒料到台肩需要多個簡單循環程序行。
4、掌握複合車削循環的編程及其在車削加工中的應用
複合循環則是指僅用一個程序行就能實現多個台肩的階梯軸加工的更為方便的簡化編程手段,包括以車外圓方式為主的G71、以車端面方式為主的G72和走固定形狀路線的G73。了解掌握它們的編程規則和應用場合。
G71適於車削長軸類,G72適於加工盤類迴轉零件,G73為等余量粗切方式,適於鑄鍛半成型毛坯件的車削。
複合循環不是一個孤立的程序行,依賴於精車輪廓的程序數據。
(二)重點和難點
重點:數控車床的坐標系建立方法、複合車削循環編程與應用
難點:數控車床的對刀、簡單循環中切削起點坐標的確定、複合循環程序編寫規則。
(三)方法和技巧
認真聽講、及時上機練習以幫助消化。
探索各類循環指令編程格式的書寫規律,比較異同以增進記憶。
二、銑削對刀、刀補程序的調試
(一)目的和要求
1、掌握數控銑削加工的對刀方法
僅使用一把刀具的銑削對刀,就是通過刀具刀位點(銑刀底面中心)作為媒介建立工件坐標系和機床坐標系坐標數據間的聯繫。找到刀具在工件坐標中的坐標和同一位置處刀具在機床坐標系中的坐標,即可推算出工件原點在機床坐標系中的坐標,這就是對刀的目的。
對刀的方法主要有尋邊、找中,既可用刀具直接對刀,也可藉助於電子尋邊器對刀。尋邊時需要考慮刀具或尋邊器的半徑大小,找中時可不需考慮。
Z向對刀必須使用刀具直接對刀,可藉助固定高度的Z軸設定器來對刀。
2、熟練掌握數控銑床的坐標系建立及設置操作;
建立工件坐標系可用G92或G54~G59指令。
G92是以當前位置點位參照,對程序執行時刀具的當前位置有要求;
G54等是以機床原點為參照點,通過對刀找到工件原點在機床坐標系中的坐標,將該坐標賦給G54既可
3、掌握數控銑削加工中刀具半徑補償編程及應用;
由於刀具刀位點(刀刃底面中心)和刀具切削刃行走的軌跡不重合,兩者相差一個刀具半徑大小,因而需要考慮刀具半徑補償。
刀徑補償有人工預補償和機床自動補償兩種方式。人工預刀補編程不具通用性,故可讓機床來自動進行刀補運算。
了解刀補的載入、卸載過程及B、C功能刀補演演算法對合理使用刀補很關鍵。
4、進一步了解數控銑床的結構組成、加工控制原理;
5、熟練掌握銑削程序的輸入調試過程;
(二)重點和難點
重點:銑削對刀操作、刀具半徑補償編程應用
難點:坐標系構建、機床自動刀具半徑補償的編程規則
(三)學習方法和技巧
重點掌握G54構建工件坐標系的坐標推算方法,則對刀就不難理解。
在工件外或廢料區下刀,刀補加、卸載設計在引入、引出直線段內,其它的就直接按輪廓圖紙尺寸編程,是刀補編程的總原則。

數控程序員
1、職業名稱
數控程序員
2、職業定義
根據零件的加工要求,以手工或使用計算機輔助製造軟體進行數控加工程序編製和工藝編製的人員。
3、職業等級
本職業共設二個等級,分別為:高級(國家職業資格三級)、技師(國家職業資格二級)
4、職業環境條件
室內、常溫。
5、職業能力特徵
具有較強的三維空間想象能力,視覺正常、四肢靈活,計算能力強。
6、基本文化程度
高中畢業(或同等學歷)
7、培訓要求
(1)培訓期限
全日制職業學校教育,根據其培養目標和教學計劃確定。晉級培訓期限:高級不少於190標準學時;技師不少於160標準學時。
(2)培訓教師
培訓高級的教師應具有本職業技師職業資格證書或本專業(相關專業)中級及以上專業技術職務任職資格,培訓技師的教師應具有本職業技師職業資格證書2年以上或本專業(相關專業)高級專業技術職務任職資格。
(3)培訓場地設備
理論培訓場地應具有可容納30名學員的標準教室,並配備投影儀和播放設備等通用教學設備。按學員人數配備能夠運行計算機輔助設計和輔助製造軟體的學生用計算機和教師用計算機;並安裝有相應的軟體。教學場地通風條件良好、光線充足、安全設施完善。
8、申報條件
—— 高級(具備以下條件之一者)
(2)取得數控車工、數控銑工和加工中心操作工其中之一中級職業資格證書的大專及以上本專業或相關專業畢業生,連續從事本職業工作2年以上。
—— 技師(具備以下條件之一者)
(1)取得本職業高級職業資格證書後,連續從事本職業工作2年以上,經本職業技師正規培訓達規定標準學時數,並取得結業證書。
(2)取得本職業高級職業資格證書後,連續從事本職業工作4年以上。
9、鑒定方式
分為理論考試和技能操作考核。理論知識考試採用閉卷筆試方式,操作技能採用現場實際操作或模擬操作方式,考試和考核均實行百分制,成績皆達60分及以上者為合格。技師還須進行綜合評審。 [4]

基本信息
- 中文名
- 數控程序
- 外文名
- NC program
- 標準
- 國際標準化組織(ISO)標準,美國電子工業學會(EIA)標準
- 分類
- 手工編程,自動編程