統計過程式控制制
統計過程式控制制
統計過程式控制制(簡稱SPC)是應用統計技術對過程中的各個階段進行評估和監控,建立並保持過程處於可接受的並且穩定的水平,從而保證產品與服務符合規定的要求的一種質量管理技術。
在產品生產加工的過程中,產品的尺寸等規格會由於某些原因會發生一定的波動,這種波動對產品的質量影響很多,但是完全可以通過採取措施來避免和消除這種波動所造成的影響,這種措施就是過程式控制制。
要實施SPC,我們需要對流程的輸出進行檢測和判斷,利用圖形和統計的方法來預測分析流程的輸出是否能滿足客戶的要求。大部分公司在實施SPC的時候會選擇Minitab軟體做為基本工具來使用。
在Minitab中,提供了各類控制圖,比如Xbar-R控制圖,Xbar-S控制圖,I-MR控制圖,P圖,NP圖,C圖,U圖,EWMA控制圖等,軟體會根據收集數據的不同自動選擇相應的圖形來進行分析。
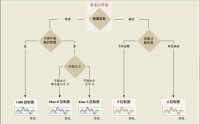
統計過程式控制制
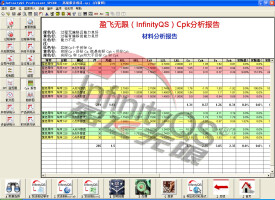
Cp ,Cpk ,PP ,PPk ,Cmk ,Cpm 等能力指標,並得出相應的結論。
統計過程式控制制
統計過程式控制制(簡稱SPC)是應用統計技術對過程中的各個階段進行評估和監控,建立並保持過程處於可接受的且穩定的水平,從而保證產品與服務符合規定的要求的一種質量管理技術。它是過程式控制制的一部分,從內容上說主要是有兩個方面:一是利用控制圖分析過程的穩定性,對過程存在的異常因素進行預警;二是計算過程能力指數分析穩定的過程能力滿足技術要求的程度,對過程質量進行評價。
它是一種預防性方法;強調全員參與;強調整個過程,重點在於P(Process),即過程。
一是過程運行狀態是否穩定,可利用控制圖這一統計工具進行測定;
二是過程能力是否充足,可通過過程能力分析來實現。
加工過程、設計過程、管理過程、服務過程等
1. 確保製程持續穩定、可預測。
2. 提高產品質量、生產能力、降低成本。
3. 為製程分析提供依據。
4. 區分變差的特殊原因和普通原因,作為採取局部措施或對系統採取措施的指南。
1.控制圖:用來對過程狀態進行監控,並可度量、診斷和改進過程狀態。
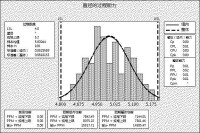
2.直方圖:是以一組無間隔的直條圖表現頻數分佈特徵的統計圖,能夠直觀地顯示出數據的分佈情況。
3.排列圖:又叫帕累托圖,它是將各個項目產生的影響從最主要到最次要的順序進行排列的一種工具。可用其區分影響產品質量的主要、次要、一般問題,找出影響產品質量的主要因素,識別進行質量改進的機會。
4.散布圖: 以點的分佈反映變數之間相關情況,是用來發現和顯示兩組數據之間相關關係的類型和程度,或確認其預期關係的一種示圖工具。
5.工序能力指數(CPK):分析工序能力滿足質量標準、工藝規範的程度。
6.頻數分析:形成觀測量中變數不同水平的分佈情況表。
7.描述統計量分析:如平均值、最大值、最小值、範圍、方差等,了解過程的一些總體特徵。
8.相關分析:研究變數之間關係的密切程度,並且假設變數都是隨機變動的,不分主次,處於同等地位。
9.回歸分析:分析變數之間的相互關係
SPC強調全過程監控、全系統參與,並且強調用科學方法(主要是統計技術)來保證全過程的預防。SPC不僅適用於質量控制,更可應用於一切管理過程(如產品設計、市場分析等)。正是它的這種全員參與管理質量的思想,實施SPC可以幫助企業在質量控制上真正作到"事前"預防和控制, SPC可以:
1)對過程作出可靠的評估;
2)確定過程的統計控制界限,判斷過程是否失控和過程是否有能力;
3)為過程提供一個早期報警系統,及時監控過程的情況以防止廢品的發生;
4)減少對常規檢驗的依賴性,定時的觀察以及系統的測量方法替代了大量的檢測和驗證工作;
有了以上的預防和控制,我們的企業當然是可以:
1)降低成本
2)降低不良率,減少返工和浪費
3)提高勞動生產率
4)提供核心競爭力
5)贏得廣泛客戶
6)更好地理解和實施質量體系
統計過程式控制制(簡稱SPC)是一種藉助數理統計方法的過程式控制制工具。它對生產過程進行分析評價,根據反饋信息及時發現系統性因素出現的徵兆,並採取措施消除其影響,使過程維持在僅受隨機性因素影響的受控狀態,以達到控制質量的目的。它認為,當過程僅受隨機因素影響時,過程處於統計控制狀態(簡稱受控狀態);當過程中存在系統因素的影響時,過程處於統計失控狀態(簡稱失控狀態)。由於過程波動具有統計規律性,當過程受控時,過程特性一般服從穩定的隨機分佈;而失控時,過程分佈將發生改變。SPC正是利用過程波動的統計規律性對過程進行分析控制。因而,它強調過程在受控和有能力的狀態下運行,從而使產品和服務穩定地滿足顧客的要求。
實施SPC的過程一般分為兩大步驟:首先用SPC工具對過程進行分析,如繪製分析用控制圖等;根據分析結果採取必要措施:可能需要消除過程中的系統性因素,也可能需要管理層的介入來減小過程的隨機波動以滿足過程能力的需求。第二步則是用控制圖對過程進行監控。
控制圖是SPC中最重要的工具。在實際中大量運用的是基於Shewhart原理的傳統控制圖,但控制圖不僅限於此。已逐步發展了一些先進的控制工具,如對小波動進行監控的EWMA和CUSUM控制圖,對小批量多品種生產過程進行控制的比例控制圖和目標控制圖;對多重質量特性進行控制的控制圖。
SPC源於上世紀二十年代,以美國Shewhart博士發明控制圖為標誌。自創立以來,即在工業和服務等行業得到推廣應用,自上世紀五十年代以來SPC在日本工業界的大量推廣應用對日本產品質量的崛起起到了至關重要的作用;上世紀八十年代以後,世界許多大公司紛紛在自己內部積極推廣應用SPC,而且對供應商也提出了相應要求。在ISO9000及QS9000中也提出了在生產控制中應用SPC方法的要求。
SPC非常適用於重複性生產過程。它能夠幫助我們
1.對過程作出可靠的評估。
2.確定過程的統計控制界限,判斷過程是否失控和過程是否有能力。
3.為過程提供一個早期報警系統,及時監控過程的情況以防止廢品的發生。
4.減少對常規檢驗的依賴性,定時的觀察以及系統的測量方法替代了大量的檢測和驗證工作。
SPC作為質量改進的重要工具,不僅適用於工業工程,也適用於服務等一切過程性的領域。在過程質量改進的初期,SPC可幫助確定改進的機會,在改進階段完成後,可用SPC來評價改進的效果並對改進成果進行維持,然後在新的水平上進一步開展改進工作,以達到更強大、更穩定的工作能力。
在我國SPC理論的應用還沒有普及。隨著市場競爭的日益激烈,企業對產品的質量提出了更高的要求,特別是生產國際化的產品,企業將面臨著全球化的產品競爭,而產品競爭的法寶就是以質取勝,質量無國界,企業要想加入全球產業鏈之中,就必須按照國際統一的質量管理標準和方法進行質量管理,紛紛通過了ISO9000、QS9000等質量管理認證。而國際標準化組織(ISO)也將SPC作為ISO9000族質量體系改進的重要內容,QS9000認證也將SPC列為一項重要指標。鑒於此,世界許多大公司不僅自身採用SPC,而且要求供應商也必須採用SPC控制質量,SPC業已成為企業質量管理必不可少的工具和質量保證手段,也是利用高新技術改造傳統企業的重要內容。
基本信息
- 中文名
- 統計過程式控制制
- 類型
- 質量管理技術
- 軟體
- Minitab
- 簡稱
- SPC