外圓磨床
主要用於加工工件圓柱形、圓錐形等
外圓磨床,是加工工件圓柱形、圓錐形或其他形狀素線展成的外表面和軸肩端面的磨床,使用最廣泛,能加工各種圓柱形圓錐形外表面及軸肩端面磨床。在所有的磨床中,外圓磨床是應用得最廣泛的一類機床。
十八世紀30年代,為了適應鐘表、自行車、縫紉機槍械等零件淬硬后加工,英國、德國分別研製出使用天然磨料砂輪磨床。這些磨床當時現成機床如車床、刨床等上面加裝磨頭改制而成,它們結構簡單,剛度低,磨削時易產生振動,要求操作工人要有很高技藝才能磨出精密工件。
磨床利用磨具對工件表面進行磨削加工機床。
磨床能加工硬度較高材料,如淬硬鋼、硬質合金等;也能加工脆性材料,如玻璃、花崗石。磨床能作高精度表面粗糙度很小磨削,也能進行高效率磨削,如強力磨削等。
1876年巴黎博覽會展出美國布朗-夏普公司製造萬能外圓磨床,首次具有現代磨床基本特徵機械。它工件頭架尾座安裝往複移動工作台上,箱形床身提高了機床剛度,並帶有內圓磨削附件。1883年,這家公司製成磨頭裝立柱上、工作台作往複移動平面磨床。
1900年前後,人造磨料發展液壓傳動應用,對磨床發展有很大推動作用。隨著近代工業特別汽車工業發展,各種不同類型磨床相繼問世。例如20世紀初,先後研製出加工氣缸體行星內圓磨床、曲軸磨床、凸輪軸磨床帶電磁吸盤活塞環磨床等。
自動測量裝置於1908年開始應用到磨床上。到了1920年前後,無心磨床、雙端面磨床、軋輥磨床、導軌磨床,珩磨機超精加工機床等相繼製成使用;50 年代又出現了可作鏡面磨削高精度外圓磨床;60年代末又出現了砂輪線速度達60~80米/秒高速磨床大切深、緩進給磨削平面磨床;70年代,採用微處理機數字控制適應控制等技術磨床上得到了廣泛應用。
隨著高精度、高硬度機械零件數量增加,以及精密鑄造精密鍛造工藝發展,磨床性能、品種產量都不斷提高增長。
磨床各類金屬切削機床品種最多一類北京漢陽,主要類型有外圓磨床、內圓磨床、平面磨床、無心磨床、工具磨床等。
外圓磨床使用最廣泛,能加工各種圓柱形圓錐形外表面及軸肩端面磨床。萬能外圓磨床還帶有內圓磨削附件,可磨削內孔錐度較大內、外錐面。不過外圓磨床自動化程度較低,只適用於小批單件生產修配工作。
大型外圓磨床為減小機床長度,一般工作台固定不動,而由砂輪架作縱嚮往復運動和橫向進給運動。
外圓磨床的磨削精度一般為:圓度不超過3微米,表面粗糙度Ra0.63~0.32微米;高精度外圓磨床則分別可達圓度0.1微米和Ra0.01微米。
外圓磨床分為切入式外圓磨床,端面外圓磨床和萬能外圓磨床。

磨床型號分類
端面外圓磨床:砂輪架繞豎直軸線斜置一個角度,並將砂輪表面修成與工件軸線平行和垂直的兩個磨削麵,可同時磨削工件的外圓和軸肩端面,一般用於批量生產。
萬能外圓磨床:砂輪架附有內圓磨削附件,砂輪架、頭架能繞豎直軸線調整一個角度,頭架上除撥盤旋轉外,主軸也能旋轉。這種磨床能擴大加工範圍,磨削內孔和錐度較大的內、外錐面,適用於中小批量和單件生產。
此外,還有雙砂輪架外圓磨床和多砂輪外圓磨床,它們可同時磨削兩個或多個軸頸,適用於大批量生產。
主機由床身,車頭,車尾,磨頭,傳動吸塵裝置等部件構成。車頭,磨頭可轉角度、用於修磨頂針及皮輥倒角用專用夾具,動平衡架,皮輥檢測器三部件由客戶定購。
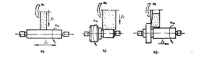
外圓磨床主要用來磨削外圓柱面和圓錐面,基本的磨削方法有兩種:縱磨法和切入磨法。縱磨時(見圖a),砂輪旋轉作主運動(n),進給運動有:工件旋轉作圓周進給運動(n),
工件沿其軸線往複移動作縱向進給運動(f),在工件每一縱向行程或往複行程終了時,砂輪周期地作一次橫向進給運動(f),全部余量在多次往複行程中逐步磨去。切入磨時(見圖b),工件只作圓周進給(n),而無縱向進給運動,砂輪則連續地作橫向進給運動(f),直到磨去全部余量達到所要求的尺寸為止。在某些外圓磨床上,還可用砂輪端面磨削工件的台階面(見圖c)。磨削時工件轉動(n),並沿共軸線緩慢移動(f),以完成進給運動。
外圓磨床的磨削方法
1、普通外圓磨床:最通用的外圓磨床,一般加工粗糙度Ra值可到Ra0.4。
2、數控外圓磨床:數控外圓磨床是按加工要求預先編製程序,由控制系統發出數值信息指令進行加工,主要用於磨削圓柱形和圓錐形外表面的磨床。數控外圓磨床一般具有通用化、模塊化程度高,高精度、高剛性、高效率及高適應性等特點。
3、高精密外圓磨床:比普通外圓磨床可大幅度提高磨削效率和磨削工件的加工質量,從而降低勞動成本。
4、普通外圓磨床型號:M1320-520,M1320-750,M1332B-1000,M1332B-1500,M1332B-2000。
5、萬能外圓磨床型號:M1420-520,M1420-750,M1432B-1000,M1432B-1500,M1432B-2000。
1、砂輪主軸軸承採用錐形成型油楔動壓軸承、砂輪主軸在低速是仍具有高的軸承剛度。
2、砂輪架導軌採用交叉滾柱剛導軌,半自動進給機構採用迴轉式油缸實現。
3、尾架軸系具有無間隙剛度的特點,電器箱,液壓箱冷卻箱與機床分離。
4、富有磨削指示儀及冷卻液過濾器。
5、頭架速度才有那個交流變頻無級調速。
6、電氣採用可編程序控制器(plc),具有自診斷功能、維修十分方便。
7、可選配自動測量儀。

外圓磨床加工操作
2、頭架、尾座中心連線對磨頭主軸軸線在水平面內的平行度誤差對工件尺寸精度的影響。當發生該項誤差時,外圓磨床磨出的工件外形將是一個錐體,即砂輪成角度磨削,表面有螺旋形磨紋。
3、磨頭移動相對於機床導軌垂直度誤差對加工精度的影響。這項誤差的最終結果是使主軸軸線與頭架、尾座中心連線發生偏移,在磨軸肩端面時,將造成軸肩端面與工件軸線的垂直度誤差。磨外圓時,將影響表面粗糙度,產生螺旋形磨紋。
外圓磨床主要用於成批軸類零件的端面、外圓及圓錐面的精密磨削,是汽車發動機等行業的主要設備。也適用于軍工、航天、一般精密機械加工車間批量小,精度要求高的軸類零件加工。
2、用於生產製造辦公通訊設備行業,傳真機,複印機,印表機,刻字機等上膠輥加工。
3、適用於印刷,食品,醫藥行業自動輸送裝置上皮輥,塑料加工。
1、操作人員經考試合格取得操作證,方准進行操作,操作者應熟悉本機的性能、結構等,並要遵守安全和交接班制度。
2、操作者必須根據說明書的要求,熟記各潤滑部位,潤滑方法及潤滑油的種類、牌號,按磨床潤滑圖表的規定進行給油保養。
3、開工前,應按規定穿戴好防護用品,對照交接班記錄薄,對磨床各部位進行詳細檢查,發現問題應及時逐級報告,異狀未經排除不得開車工作。
4、開工前應對下列部位進行檢查:
①油池中的油盆應達到規定的油麵高度;②調整皮帶鬆緊度是否合適;③防護罩和砂輪要裝卡牢固,位里正確,防塵氈墊密貼良好;④檢查電氣系統(電動機、配電箱、安全燈、導線、接地線)是否良好,無短路,周圍環境應清潔;⑤按活塞杯外國磨床說明書規定的潤滑處所,順次注入潤滑油;⑥接通總電源,順次啟動油泵等電機,注意運轉狀態,發現異狀,異者應立即關閉電源,經檢查處理後方准開車;⑦開動活塞杯外國磨床,空轉3min,查看各部動作是否正常,音響是否正常,冷卻液是否暢通;⑧裝卡砂輪前應防止砂輪受潮,砂輪應做靜平衡試驗。嚴禁砂輪有裂紋;⑨裝卡砂輪時,須在砂輪和壓板間墊以0.5~1.0mm的紙墊,並用專用扳子均勻用力緊固,不許用加長管子緊固,以免使砂輪脹裂;⑩砂輪裝好后應空載運轉5min,操作者應避開正面,確認砂輪運轉正常后,方准使用;
5、活塞桿的裝卡必須符合規定,對因故中斷加工的活塞桿,必須確認工作和磨床的狀態正常后,方准開車。
6、加工活塞桿必須事先清除被加工外廓部位的油垢,黒污和灰塵等,根據工件的材質合理選用砂輪和磨削量,嚴禁磨削工件毛坯。
7、裝卡和測量工件時,必須使砂輪退離工件和停車。工作與砂輪未離開時,不得中途停車。砂輪在接近工件時,不準用機動進給。
8、工作時禁止操作者離開磨床。如因停電或其他原因必須離開時,應將砂輪離開工件后停車。重新開動磨床時,應確認各部無異狀後方准開車。
9、磨床工作時,應注意各傳動部分狀態,如油溫和油壓是否正常;冷卻液是否暢通準確地澆到工件上;油菜與電機的溫度是否正常,有否異狀異音有各操作手柄是否位置正確,各緊固件有否鬆動位移等。
10、禁止在工作檯面與油漆表面放置金屬物品。
11、禁止在工作檯面及床體上敲打、拆裝、矯直工件。
12、磨床發生事故后,應保持現場,切斷電源,迅速報告,妥善處理。
13、工作完畢后,應將砂輪退離工件,切斷總電源,各手柄放置在空位上。恢復磨床正常狀態,做好日常保養。
14、認真填寫交接班記錄簿等有關記錄。

基本信息
- 中文名
- 外圓磨床
- 外文名
- cylindrical grinder
- 類別
- 普通、萬能、寬砂輪外圓磨床等
- 功能
- 主要加工工件圓柱形、圓錐形等
- 原理
- 床身、工作台、頭架、尾座等
- 釋義
- 加工工件圓柱形、圓錐形或其他形狀素線展成的外表面和軸肩端面的磨床