時間分析
時間分析
古往今來,不知有多少先賢曾感嘆過時光易逝,韶華難追。懂得利用時間的人覺得時間很寶貴,一分一秒都不讓他白過。不懂得利用時間的人覺得時間很無情,總在時間消逝之後來追悔自己碌碌無為。
時間分析(Time Analysis)
對於追求投資回報的企業來說,“時間就是金錢,”這句話真是至理名言啊,不同的人利用時間的能力有高有低,不同的企業利用的時間也參差不齊,這也是企業成敗的一大關鍵呀!在同樣的時間裡,誰的產出多,誰的效率就高,誰佔有競爭優勢,這是毋庸置疑的。
許多企業都知道要提高效率,卻總是以定性的方法來進行,結果許多時間在不知不覺中浪費掉了卻不感到可惜。須知,效率是以時間為基準來衡量的。對時間和產出進行定量的分析才是提高效率的堂堂正正之道。
所謂時間分析,就是針對時間及產出做定量的分析,找出時間利用不合理的地方,從而進行改善的方法,是IE方法的一種基本方法。
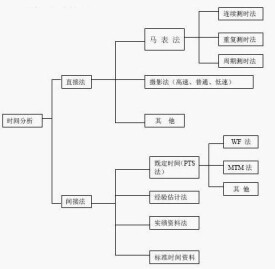
從泰勒把時間分析應用於工廠改善開始,時間分析已走遠了一百多年的歷程,其方法經過後人不斷總結髮展,已經蔚然而成體系,具體如下圖所示:
時間分析一般分為直接觀測法和間接觀測法兩大類型,根據分析對象的作業種類、性質以及分析的目的,又可以細分出許多方法。以下逐一進行介紹。
1.馬錶法(秒錶法)
所謂秒錶法,顧名思義就是使用秒錶直接進行作業時間觀測的方法。這是一種簡單易用的觀測方法,其主要步驟有:
①觀測用具準備:
秒錶
觀測板
觀測記錄用紙
筆記本、計算器等
②分解作業要素
作業要素區分必須明顯,容易觀測。
要素的作業時間不能太短,最好能大於0.3 秒。
③觀測及記錄
事先在記錄紙上記下要觀測的作業要素及其他必要事項。
採取適當的方位、方式及態度進行觀測。
要多次觀測,減少偶然因素影響。
觀測時,如有發現異常事項,應一併記錄。
④算出實際時間
⑤分析改善
周期作業繼續時間觀測用約表:
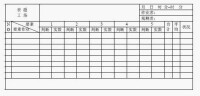
(圖)時間分析
利用攝影機把作業過程錄製下來,再到環境較好的地方(如會議室)播放,再根據錄象帶所記錄的時間進行時間分析。這種方法具有以下特點:
可以在較理想的環境進行分析。
同時可以進行動作分析。
對複雜的作業或聯合工程,可以進行更從容準確的分析。
作業場景可以再現,有助於問題的發現與改善。
可以運用到教育訓練方面。
容易進行評價。
3.既定時間標準法(PTS法)
既定時間標準法,與直接觀測作業時間的方法不同,它對分析對象的作業進行細分(分成基本動作要素),再分別決定時間標準,然後使用動作時間的標準數值,求出作業所需的時間。其中,時間標準是通過總結對實際作業多次測試的結果得到的。WF(Work Factor)法和MTM(Method Time Measurement)是兩種有代表性的既定時間標準法。既定時間標準法具有修訂方便、可以實現確定作業時間的特點。
4.WF法
所謂WF法,就是通過把身體分為七部分,以各部分的運動為中心,分析到細小的單位,然後從WF動作時間標準表中查出相應的時間,據此算出作業時間的方法。
①用WF法求作業標準時間的基本步驟
(1)展開動作分析
使用身體的哪一部位?
該身體部位運動到什麼程度?
重量或阻力有多少?
有什麼樣的人為調節?
(2)對於每一個動作,都可以從WF 動作時間標準表中找出適用的時間值。
(3)把查到的時間值加起來。
(4)加上寬放時間,設定標準時間。
②用WF法求作業標準時間的具體事例。
對於鞋廠、服裝廠、雨傘廠來說,把一塊布料取到縫紉機上是一個常見的動作。現在,我們可以利用WF 法來求出這個動作的標準時間。首先,對動作進行分解並查出相應的時間值。
(1)把手伸向布
伸手屬於手臂(ARM)動作,代號為A。
伸手的距離為45CM。
因為要抓布,所以會有人為停頓現象,要增加一個動作要素。
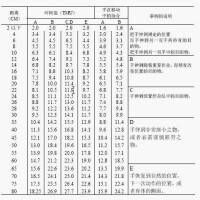
綜合以上條件,從下表可以查到動作時間為76WFU(work factor unir),即0.0076 分。 (2)用手抓布
抓布屬手指(FINGER)動作,代號F。
用手指抓布時,動作距離在3CM以下。
該動作較為簡單,沒有額外的動作要素。
綜合以上條件,從下表可以查出動作時間為16WFU。
(3)把布拉到縫紉機上
把布拉到縫紉機上屬手臂動作,代號A。
動作距離為45CM。
要把布拉到縫紉機的車針下,必須調整方向,並會有一定的停頓動作,有兩個伴隨的動作要素。根據以上條件,同樣可以從下表查出相應的動作時間為98WFU。
(4)綜合以上結果,拉布到縫紉機上的時間為76+16+98=190(WFU),即0.019 分。
5.MTM法
MTM法與WF法有所不同,不是根據動作的部位對動作進行劃分,而是根據動作的形態把動作分解成動作要素,從而根據MTM時間表查出相應的時間標準,算出整個動作的標準時間。
①MTM法的動作基本要素
伸手 R(Reach)
搬運 M(Move)
轉動 T(Turn)
壓 AP(Apply Pressure)
抓 G(Grasp)
定位 P(Postion)
放下 RL(Release)
分解 D(Disengage)
搜尋 ET(Eye Travel)
凝視 EF(Eye Focus)
軀體及腿腳動作
同時動作
②MTM的動作時間表
下表是MTM的動作時間表的例子,MTM時間值的單位稱為TMU,相當於十萬分之一小時。
(圖)時間分析
作為IE的基本方法之一,時間分析能給工廠管理帶來很多方便,其用途主要有:
1.作為改善生產效率的重要手段
工廠內的生產活動因為各種原因會產生時間的浪費,通過對時間使用及效果進行定量測量,可以把沒有合理利用的時間甄別出來,進而進行改善,使生產效率得到提升。
2.作為設定標準工時的重要依據
通過時間分析,可以掌握各項作業所需的時間的基本資料,再根據標準工時的設定方法,定出標準工時。
3.作為製造系統規劃和改善的依據
掌握作業時間的基本資料后,通過計算可以為製造系統的規劃設計和改善提供很大的幫助,主要體現在:
生產線平衡分析與改善。
聯合作業方法的設定。
設備投資安排規劃。
生產布局的設計。
決定一名操作者操作的機械設備台數。
4.作為評價作業者技能和工程管理水平的依據
有了基準,就可以作為評價的工具。作業者生產相同產品的時間比基準時間長,則說明作業者熟練程度不夠或時間安排不合理,需要加以教育、指導。一個工程單位生產一定產品所花費的時間比基準時間長,則說明該工程管理水平未達到要求,應該進行改善。
5.作為成本分析的重要依據
基本信息
- 性質
- IE方法的一種基本方法