調壓模塊
調壓模塊
晶閘管能夠對電能進行有效控制和變換。但是在常見的實務電氣控制中,通常採用的裝置是由分離器件構成的,有設備體積臃腫、電路結構複雜、安裝調試不便且運行性能低下的弊病。
科學技術正在高速向前推進,晶閘管在電氣自動化領域發揮的作用越來越大。在目前的電氣行業里,三相交流一體化移相調壓器模塊(簡稱調壓模塊)的出現,改變了這一現狀,使得工業調壓設備的應用範圍擴大,並使晶閘管的應用遍及到諸多工業場合。調壓模塊將若干個晶閘管、移相觸發電路、保護電路和電源封裝集成為一個模塊,接線簡單,穩定性優良。此處介紹了LSA-TH3P50Y調壓模塊的特點、結構及使用方法,並以在電機繞組和溫度控制的應用舉例,使用調壓模塊所構成的電路控制系統設計簡化,電機調速和溫度控制性能穩定。
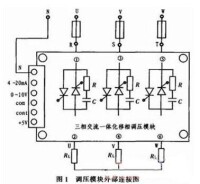
三相交流一體化移相調壓模塊採用大規模集成電路設計,內部集三相移相觸發電路、單向可控硅、RC阻容吸收迴路及電源電路等於一體。可在自動或手動輸入控制作用下,產生三相可改變導通角的強觸發脈衝信號,再以此分別控制內部可控硅,實現三相負載電壓從0 V到電網全電壓的無級可調,從而調節輸出給三相負載電功率。調壓模塊直接帶動變壓器等感性負載或電加熱等阻性負載,可適用於小功率三相力矩電機的調速,及風機、水泵等的調速,也可應用於交流電機的緩啟動。調壓模塊採用SMT工藝,DCB陶瓷基板,其體積小、外圍接線少、性能穩定、使用方便、可靠性高。調壓模塊有如下特點:
1、全面支持4~20mA、0~5VDC、0~10VDC、1~5VDC、0~10mA等輸入自動控制模式,也可用手動電位器控制,輸出電壓從0 V到最大值線性可調,輸入調節範圍寬,輸出調節精度高,三相對稱性好,抗干擾能力強。上電無瞬間衝擊輸出。
3、模塊已內置可控硅保護電路,無須外接;有LED電源指示和輸出調節量指示。
4、模塊自動判別相序,電路的進線R、S、T無相序要求。Y型模塊適用於三相四線制電路,交流380 V±10%,50 Hz頻率。
5、各輸入控制端與開關電源輸入端之間以及與強電主迴路之間為全隔離設計,絕緣介質耐壓大於2 000 VAC。
調壓模塊的結構
調壓模塊
調壓模塊的使用方法
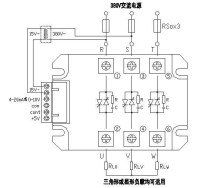
1)各功能端相對com端必須為正,若com端為正極,極性相反,則模塊主迴路輸出端可能失控。
2)模塊各功能端的控制特性均為正極性,即控制電壓越高,模塊強電主迴路輸出電壓越高。3)在某一時刻宜使用一種輸入控制方式,若2種以上方式同時輸入使用,則輸入信號較強的一種起主要作用。
4)電源為上進下出,三相交流電路的進線R、S、T無相序要求,導線粗細按實際使用電流選擇。
5)N線僅為模塊內部開關電源用,用1平方細導線即可,N線與各輸入控制端之間為全隔離絕緣設計。
7)模塊應與散熱器配合使用,在機櫃中與其他器件之間有足夠的散熱空間。必要時可安裝風扇強制散熱。
烘箱溫度控制系統組成及工作原理
調壓模塊
1)合上電源總開關QF(如圖2所示),箱式電阻爐AI溫度控制系統帶電。根據工件熱處理工藝要求,通過AI調節器面板上操作鍵設定溫度值,並根據系統設計特點和要求設定AI調節器的參數。按下A/M鍵使系統在自動狀態下工作,儀錶顯示屏將顯示自動狀態符及電阻爐中溫度的測量值。
2)系統起始工作,電阻爐中的溫度低,熱電偶溫度感測器轉換的電壓信號也很小。此信號傳給AI調節器后,在其內部與給定值進行比較。在偏差值較大時,AI調節器運用模糊演演算法進行調節,輸出一較大的控制信號給調功器(調壓模塊)。調功率器輸出較高電壓,從而使電熱絲電功率變大,發出較大的熱能,電阻爐的溫度開始快速上升。
3)隨著爐溫的上升,熱電偶變換過來的電壓信號增大,使其與調節器內的設定值比較。偏差值較小時,調節器採用PID演演算法進行調節,並能在調節中自動學習和記憶被控電阻爐的部分特徵,使效果優化。隨著偏差值的減小,AI調節器控制調功器輸出給電熱絲的電功率減小,溫度上升的速度逐漸變慢。當電阻爐中的溫度等於設定的溫度時,溫度變送器輸給AI調節器的電信號等於其內部的給定,其偏差信號為零,AI調節器輸給調功器的控制信號保持不變。此時,電阻爐內電熱絲輸出的熱能等於其散發的熱能,暫時達到了一熱平衡,溫度保持恆定。
4)如果由於各種干擾(如電網電壓波動)導致熱平衡被迫壞,溫度發生變化(不等於設定溫度),必然出現偏差。那麼調節器將改變輸出信號,控制調功器輸出的電功率,直到溫度等於設定的溫度值為止。5)如果系統出現問題導致調功器失控,溫度超過了最高限位值,則AI調節器中的AL1端輸出信號,使報警器工作,提醒工作人員進行人工干預處理。
烘箱溫度AI控制系統參數整定及程序設計
溫度控制系統AI調節器參數整定 AI調節器採用模糊規則進行PID調節。這種人工智慧演演算法一方面對PID演演算法加一改進,如在PID調節器中加入新的微分積分作用;另一方面又採用模糊調節規則,在誤差大時運用模糊演演算法進行調節,以徹底消除PID飽和積分現象,當誤差小時,採用改進后的PID演演算法進行調節。人工智慧演演算法採用M5、P、t、Ctl等4個參數,而不再使用傳統的PID參數,一組(MPT)參數即可同時確定PID參數和模糊控制參量。系統第一次運行,啟動自整定功能,便能較快的獲得最佳MPT參數。自整定時,儀錶執行位式調節,經過2~3次振蕩后,儀錶內部微處理器根據位式控制產生的振蕩,分析其周期、幅值及波形來計算出M5、P、t等控制參數。由於被控對象是保溫性能較好的烘箱,在整定時,AI調節器的給定值應設置在系統使用的最大值上。AI調節器的參數Ctl及DF(回差)的設置對自整定過程也有影響,一般選擇Ctl=0.2,DF=0.3。溫度控制系統AI調節器程序段編程設置
電動機繞組烘箱溫度控制分兩個階段進行,烘箱溫度控制曲線如圖3所示。故AI調節器需按一定的時間規律自動改變給定值進行調節。 AI調節器具有強大的編程及操作能力,具備30段程序編排功能,可設置任意大小的給定升、降斛率;具有跳轉、運行、暫停及停止等可編程命令。程序編排統一採用溫度一時間一溫度格式,從當前段設置溫度,經過該段設置的時間到達下一溫度設置值,溫度設置值的單位採用 ℃,而時間值的單位用分鐘。這種方法的特點是升溫、降溫韻斜率設置範圍非常寬;升溫及恆溫段具有統一的設置格式,方便學習和應用。
三相交流一體化移相調壓模塊是一使用簡單、可靠性高的新型智能模塊,它可直接帶動變壓器等感性負載或電加熱等阻性負載工作。採用它實現功率調節的溫度控制系統,可有效地實現浸漆后電機繞組的烘乾處理。系統外部接線簡單、運行穩定,維護和維修方便。調壓模塊應用時,應注意模塊內可控硅在較小導通角下長時間輸出較大電流(即主電路輸入電壓很高,輸出電壓很低),這可能導致模塊嚴重發熱。故應考慮負載與模塊匹配,使模塊在較大的導通角下工作。

基本信息
- 中文名
- 調壓模塊