錨爪
錨爪
錨爪一般使用金屬材質,焊接、絲接、膨脹螺栓等方式與基層固定。
1、錨爪一般使用金屬材質,焊接、絲接、膨脹螺栓等方式與基層固定。可以在錨爪間增加網片,使膠泥更加牢固附著。在建築、防腐等工業領域,為了使膠泥能夠很好地附著在設備設施上,首先在基層上固定錨爪,利用錨爪增加膠泥與基層的結合力量,保證膠泥層穩固、不脫落。
2、錨爪也泛指船舶等水上設施使用的、能夠與河岸或河床錨固的一種器具。
霍爾錨是我國中大型船舶中最常用的首錨。現役霍爾錨具有以下特點:錨干為鍛鋼,錨爪為鑄鋼,且錨體無橫桿,錨爪和錨冠可以繞穿過錨干下端孔的銷軸轉動,錨爪折角約為45°,兩爪同時入土,抓重比為2.5~4.0,最大不超過8。
霍爾錨錨爪前後體積變化較大,現有鑄造難以順序凝固,容易在錨爪頂端產生縮孔現象、在錨爪爪端產生縮松現象,鑄件成品質量不高。現有鑄造主要依賴生產經驗和現場試驗來解決鑄造缺陷問題,生產效率不高,導致霍爾錨錨爪的大量報廢,給企業和船舶帶來重大損失。而霍爾錨錨爪質量過關和不產生缺陷的關鍵在於其澆注系統的設計。因此,以典型大型船用霍爾錨為對象,特別是霍爾錨的錨爪為研究對象,進行現有鑄造工藝系統的再現,並使用MAGMA軟體對其鑄造過程進行數值模擬,對鑄件充型過程中的流場、縮孔等進行模擬分析,並設計和改進工藝,以提高鑄件的內部質量和生產效率。
(1)工件模型及參數

圖1 霍爾錨錨爪三維模型
(2)現有澆注系統

圖2 現有霍爾錨錨爪鑄造系統

圖3 現有工藝下的粒子追蹤示意圖
由於霍爾錨錨爪鑄件的複雜程度不高,故選擇MAGMA中的自動劃分網格選項進行分析,就可得到理想的網格劃分結果。軟體劃分網格數量為8823152。劃分好網格之後對霍爾錨錨爪的材料、澆注過程的工藝參數等進行設置。本次設計採用的模具類型是砂模。鑄件材料為GS20Mn5,型砂材料選擇Cr-sand(石英砂);金屬液初始溫度為1560℃,型砂初始溫度為20℃;鑄件和型砂間的熱傳遞類型選擇Steel-Sand;整個澆注時間為15 s。
(1)粒子追蹤分析
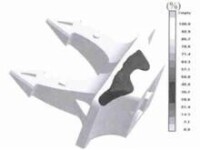
圖4 現有工藝下的縮孔示意圖
(2)縮孔分析
分析縮孔模型即分析鑄件冷卻后某些部位產生縮孔的概率大小。如圖4所示,現有錨爪的鑄造工藝系統模擬中,出現了較大(15%)的縮孔區域,因此實際生產中該區域產生縮孔的可能性很大。
由以上模擬分析可以看出,現有霍爾錨錨爪的鑄造系統存在一定的缺陷,主要在粒子追蹤模擬過程中,即金屬液在整個充型的過程中的流動不平穩,有飛濺、漩渦現象,整個系統的流動性能較為一般,如果採用現有設計的澆注系統進行澆注,極有可能發生卷氣現象,從而直接影響鑄件的質量;同時在縮孔模型中出現了較大的縮孔區域,實際鑄造過程中產生縮孔可能性很大,因此需要對現有鑄造工藝系統進行改進,提高粒子流動性,降低縮孔現象。
錨爪反向問題指船舶起錨,當錨干進入錨鏈孔時錨爪出現爪尖朝下現象,錨收不回位,存在安全隱患。處理該問題,慣用措施是將錨松出、絞動,以調整錨爪的朝向,成功率和失敗率各半。當失敗時,船員可能選擇另外2種方法:①當即在錨地里進行再拋錨和再起錨操作,簡稱“再拋錨法”;②待航行中將錨松到水裡,利用水流的作用力翻轉錨爪,改變錨爪朝向,從而將錨收妥,簡稱“水流法”。這2種解決錨爪反向問題的方法各有局限性:“再拋錨法”會延誤船舶進出港時間;“水流法”需要在較高航速下產生較強的水流作用力才有效。經實踐摸索,筆者總結1種解決錨爪反向問題的實用方法,簡稱“兜繩法”。
(1)收絞錨,使錨爪橫向分佈
錨的U形連接卸扣與第一個鏈環的扣接,以及單元O形鏈環之間環接的特徵為:在受力狀態下,連接卸扣插銷的軸線平行於錨冠體縱向線,連接卸扣面與其連接鏈環環面垂直,各環接鏈環環面也互相垂直。因此,操作起錨直至第一個鏈環接觸到錨鏈孔口的加強環鐵,且當其環面平壓環鐵時,連接卸扣U形側邊觸壓於環鐵邊沿,連接卸扣的插銷軸線平行於船體橫向線。同樣,錨冠體縱向線也與船體橫向線平行,錨的雙爪沿錨冠體縱向框構,雙爪尖點連線也平行於船體的橫向線,處於橫向分佈狀態。剎住錨機,保持錨爪橫向分佈,外側的錨爪臂與錨干在突出位置形成1個“大掛鉤”。
(2)使繩子落在“大掛鉤”內
拉開繩子:大副握繩子中段,站在錨上方甲板位置,水手長和木匠各執繩子的前端、後端,分別順著護欄往前和往後拉開(水手長在前、木匠在後),直至繩子的前端兜過艏柱拉到另一舷,繩子的後端拉到No.1艙舷側。
使繩子順船殼滑落:首先,大副將繩子挪出舷外,使繩子靠貼錨上方的船殼防浪板,水手長和木匠同時收拉繩子,使繩子保持拉緊狀態;隨後,大副鬆手,讓繩子(在重力和拉緊力的共同作用下)順艏船殼滑下,落在錨干與錨爪臂之間的“大掛鉤”上;最後,水手長和木匠同步放鬆繩子,使沿錨爪臂的繩子前後部分各自下垂,防止繩子滑脫錨爪臂。
(3)使繩子繞兜住錨爪臂
由於錨懸掛於錨鏈孔口下,錨爪橫向分佈,錨爪臂架上繩子,需要根據錨爪朝向的不同情況選擇相應操作。
若錨爪朝向船舶前方,則木匠將繩端系固於甲板地鈴上,水手長握住繩端向後,使錨爪臂前的繩子繞兜過錨爪臂,將錨爪臂兜住。水手長再向後,拉繩端至艏樓后側導纜孔(或者導纜滾輪)處,穿過該導纜孔拉至纜機絞盤上。
若錨爪朝向船舶後方,則水手長將繩端系固於船首地鈴或纜樁上,木匠握住繩端向前,使錨爪臂后的繩子繞兜過錨爪臂,將錨爪臂兜住。木匠再向前,拉繩端繞過艏柱至艏樓另側導纜孔(或者導纜滾輪)處,穿過該導纜孔拉至纜機絞盤上。
(4)收緊繩,絞進錨,改變錨爪朝向
水手長和木匠利用纜機將繩子緩緩絞緊,當感覺繩子非常吃力而又恰好沒有滑脫錨爪臂時停止絞,再將繩子繞纜機絞盤多圈,留一人照管纜機及繩子,另一人合上錨機離合器,鬆開錨機剎車,緩緩將錨絞進,同時操作纜機,保持繩子受拉力。當錨的連接卸扣被絞進錨鏈孔時,卸扣與錨鏈孔口加強環鐵的觸壓狀態由原來的側面轉變為平面,卸扣翻轉90°,使整個錨體也翻轉90°。該翻轉運動使錨爪臂產生與繩子受拉絞方向相反的力,迫使錨爪改變朝向,錨收回到位,錨爪反向問題得到解決。
船舶發生錨爪反向問題,主要原因是錨冠與錨乾的連接銷軸不活絡。若程度輕微,錨臂有明顯活動,則可直接操作錨機,晃絞錨鏈,能夠解決錨爪反向問題;若程度嚴重,晃絞錨鏈不起作用,則需要採取其他方法,而“再拋錨法”和“水流法”都有局限,“兜繩法”卻非常實用。

基本信息
- 中文名
- 錨爪
- 外文名
- Anchor
- 應用
- 船舶起錨
- 比較
- “兜繩法”卻非常實用
- 學科
- 船舶工程
- 描述
- 焊接、膨脹螺栓等方式與基層固定
- 背景
- 錨收不回位,存在安全隱患