縫紉機
科技產品
縫紉機(Sewing Machine)是用一根或多根縫紉線,在縫料上形成一種或多種線跡,使一層或多層縫料交織或縫合起來的機器。
縫紉機能縫製棉、麻、絲、毛、人造纖維等織物和皮革、塑料、紙張等製品,縫出的線跡整齊美觀、平整牢固,縫紉速度快、使用簡便,並以之衍生出手推綉電腦刺繡等藝術形式。
伊萊亞斯·豪
1859年,勝家公司發明了腳踏式縫紉機。從托馬斯。愛迪生髮明了電動機后,1889年,勝家公司又發明了電動機驅動縫紉機。從此開創了縫紉機工業的新紀元。
1940年,瑞士愛爾娜公司發明了採用筒式底版鋁合金鑄機殼、內裝電動機的攜帶型家用縫紉機。1950年以後,進一步發展了家用多功能縫紉機。
建立於1851年的勝家公司是美國最早開始生產縫紉機的公司,當時,縫紉機的產量僅次於時鍾。1870年,美國生產縫紉機的公司有69家,1871年,美國縫紉機年產量為70萬台。到1891年,勝家公司已累計生產1000萬台縫紉機。可以說,在較長時間內,勝家公司基本上壟斷了世界縫紉機的生產。
二次世界大戰以後,原西德、義大利以及日本縫紉機工業發展很快,歐洲各國除仍然生產高檔傳統家用縫紉機的公司以外,大多企業開始生產工業用縫紉機。在此時期,日本縫紉機企業在政府的資助下,開始生產廉價的縫紉機,並銷往美國及世界各地。
70年代初期,工業先進國家的家用縫紉機市場已趨飽和,日本企業,在勞動力成本不斷提高的情況下,也不得不轉向生產工業用縫紉機,而韓國特別是抓住了台灣的機會, 使得縫紉機工業崛起, 生產中、低檔縫紉機並投入國際市場。
世界縫紉機行業經歷了由歐洲、美國向日本、韓國、台灣、新加坡的轉移后,自上世紀90年代初開始向中國全面轉移,21世紀初全球已有70%以上的縫紉機產量在中國。但是,國內70%-90%的高端機市場被日本、德國企業所佔領。而在中低端縫紉機產品上,世界縫紉機產業已經完成了向中國轉移,產業轉移逐步向中高端產品延伸。隨著縫紉機械製造行業競爭的不斷加劇,大型縫紉機械製造企業間併購整合與資本運作日趨頻繁,國內優秀的縫紉機械製造企業愈來愈重視對行業市場的研究,特別是對產業發展環境和產品購買者的深入研究。正因為如此,一大批國內優秀的縫紉機械品牌迅速崛起,逐漸成為縫紉機械製造行業中的翹楚!
今天所能找到的縫紉機最早進入中國市場的資料是一則廣告。1872年12月14日,《申報》刊登了一則晉隆洋行“成衣機器出售”啟事。啟事中說:“新到外國縫紉機數輛,每輛洋價50兩,欲購請來本行接洽。”而當時這家洋行經銷的就是美國勝家公司(當時叫做辛格公司)產品。
近代著名思想家、政論家王韜曾經對這種機器做過描述。當時他的鄰居是位美國人,其家裡就有一台勝家縫紉機,1875年王韜寫道:“家有西國縫衣奇器一具,運針之妙,巧捷罕倫。上有銅盤一,銜雙翅,針下置鐵輪,以足蹴木板,輪自旋轉,手持絹盈丈,細針密縷,頃刻而長。”
1880年左右,勝家公司在上海南京路(今南京東路446號)設立了上海豐公司。為了推銷產品,公司以較高的報酬僱用中國女工,經培訓后讓她們帶上縫紉機沿街表演,向市民介紹縫紉機的操作方法,很快勝家縫紉機就在上海成為眾所周知的先進位衣機器。
在很長一段時間內,勝家幾乎成為縫紉機的代名詞,它也是較早進入中國的西方工業產品之一。在中國,最早的時候縫紉機被叫做“鐵車”、“洋機”、“針車”等。末代皇帝溥儀曾送給皇后婉容一台勝家縫紉機,可見當時它在中國還是一件稀罕物。
1905年,上海首先開始製造縫紉機零配件,並建立了一些零配件生產小作坊。
1928年,由上海協昌縫紉機廠生產出了第一台44-13型工業用縫紉機。同年,上海勝美縫紉機廠也生產出第一台家用縫紉機。
1949年以前,整箇舊中國縫紉機產量很低,年產量不足4000台,當時的縫製設備市場主要由美國勝家公司壟斷。

縫紉機的部件
20世紀50年代末,輕工行業對家用縫紉機實行了通用化、標準化,統一了設計圖紙,提高零部件的兼容性,使縫紉機生產企業不斷增多,並根據需要開發了葵扇、醫療手術、羽毛球、自行車輪胎和帘子布拼接等特殊用途的縫紉機。據統計截至1980年全國共有縫紉機生產企業56家,分佈在22個省、市。截至1982年,我國縫紉機的產量達到1286萬台,居世界第一位。
到80年代中期,隨著市場和消費結構的不斷調整,縫製設備的產品結構在中低速工業縫紉機的基礎上向著高速化、系列化方向發展,電子、電腦技術也在縫紉機上得到廣泛的應用。與此同時,我國還完成了零部件配套系統建立,構建了龐大的縫紉機銷售網點。部分縫機企業在引進了國外先進技術后,對先進技術進行消化吸收。
90年代初期,國際著名企業陸續進入中國,在國內設立了合資企業和獨資企業。
90年代後期,民營企業開始崛起,產業結構的大調整促進了行業的大發展,總體上形成了以上海、江蘇、浙江、陝西、天津和廣州等6大產區和基地。
截至2004年,我國縫紉機整機製造廠達600多家,零配件生產廠家達1000多個,年生產量為1400.8萬台,生產總值約280億元,品種近千個,已經成為世界上主要縫製機械生產國家之一。
縫紉機的類別按照縫紉機的用途,可分為家用縫紉機、工業用縫紉機和位於二者之間的服務性行業用縫紉機;按驅動方式可分為手搖、腳踏及電動縫紉機;按縫製的線跡可分為仿手縫線跡、鎖式線跡、單線鏈式線跡、雙線或多線鏈式線跡、單線或多線包邊鏈式線跡和多線覆蓋鏈式線跡縫紉機。
縫紉機種類
初期時,基本上都為單針、手搖式縫紉機,後來發明了電驅動的縫紉機,一直成為市場上的主流。按其機構和線跡形式來劃分,則大致可歸納為JA型、JB型、JG型、JH型。下圖為家用縫紉機的一種——JG型家用電子多功能縫紉機。
工業用縫紉機中的大部分都屬於通用縫紉機,其中包括平縫機、鏈縫機、絎縫機、包縫機及綳縫機等,而平縫機的使用率最高。
一般縫紉機都由 機頭、機座、傳動和 附件四部分組成。
機頭是縫紉機的主要部分。它由刺料、鉤線、挑線、送料四個機構和繞線、壓料、落牙等輔助機構組成,各機構的運動合理地配合,循環工作,把縫料縫合起來。
機座分為台板和機箱兩種形式。台板式機座的台板起著支承機頭的作用,縫紉操作時當作工作台用。台板有多種式樣,有一斗或多斗摺藏式、櫃式、寫字檯式等。機箱式機座的機箱起著支承和貯藏機頭的作用,使縫紉機便於攜帶和保管。
縫紉機的傳動部分由機架、手搖器或電動機等部件構成。機架是機器的支柱,支承著台板和腳踏板。使用時操作者踩動腳踏板,通過曲柄帶動皮帶輪的旋轉,又通過皮帶帶動機頭旋轉。手搖器或電動機多數直接裝在機頭上。
縫紉機的附件包括 機針、梭心、螺絲刀、油壺等。
縫紉機的分類方法很多,比較普遍的是按線跡和用途區分。縫紉機的線跡可歸納為鎖式線跡和鏈式線跡兩類。鎖式線跡最為常見,它由兩根縫線組成,像搓繩那樣相互交織起來,其交織點在縫料中間。從線跡的橫截面看,兩縫線像兩把鎖相互鎖住一樣,因而稱為鎖式線跡。這種線跡用在收縮率小的棉、毛織物或皮革等縫料,正面和反面形狀相同,如同一條虛線。線跡分佈密實,縫紉的牢度一般超過手工縫紉。
鏈式線跡是由縫線的線環自連或互連而成,常用的有單線鏈式、雙線鏈式和三線包縫線跡。這種線跡的特點是線跡富有彈性,能隨縫料一起伸縮而不會崩斷縫線,適用於線制彈性織物的服裝或包縫容易鬆散的製品和衣坯等。
另外,縫紉機按照用途可分為家用、工業用、服務性行業用機器,按驅動形式還可以分為手搖縫紉機、腳踏縫紉機、電動縫紉機
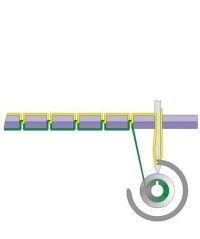
縫紉機工作原理示意圖,轉載網上圖片
線圈縫合方法與普通手工縫紉差異很大。在最簡單的手工縫合中,縫紉者在針尾端的小眼中繫上一根線,然後將針連帶線完全穿過兩片織物,從一面穿到另一面,然後再穿回原先一面。這樣,針帶動線進出織物,把它們縫合在一起。
雖然這對手工來說非常簡單,但是要用機器進行牽拉卻極其困難。機器需要在織物的一邊釋放針,然後在另一邊即刻再次抓住它。然後,它需要把鬆散的線全部拉出織物,調轉針的方向,然後反方向重複所有步驟。這一過程對一個簡單的機器來說太複雜了,並且不實用,而且即使對手工來說,也只有用較短的線時才好用。
相反,縫紉機只需將針部分穿過織物。在機針上,針眼就在尖頭的後面,而不是在針的尾端。
針固定在針桿上,針桿由電機通過一系列的齒輪和凸輪(稍後會詳細介紹)牽引做上下運動。
當針的尖端穿過織物時,它在一面向另一面拉出一個小線圈。織物下面的一個裝置會抓住這個線圈,然後將其包住另一根線或者同一根線的另一個線圈。在下面兩節中,我們將會看到這個系統究竟是如何工作的。
最簡單的線圈縫合是鏈式縫合。若要縫出鏈式縫合,縫紉機會在線的後面用相同長度的線打環。織物位於針下面的一塊金屬板上,用壓腳固定。每次縫合開始時,針穿過織物拉出一個線圈。一個做線圈的裝置在針拉出前抓住線圈,該裝置與針同步運動。一旦針拉出織物,送布牙裝置(稍後介紹)就會將織物往前拉。
當針再次穿過織物時,新的線圈將直接穿過前一個線圈的中間。做線圈的裝置會再次抓住線,圍繞下一個線圈做線圈。這樣,每個線圈都會把下一個線圈固定到位。
鏈式縫合的主要優點是可以縫得非常快。但是,它不是特別地結實,如果線的一端鬆開,可能整個縫紉會全部鬆脫。大多數縫紉機使用一種更結實的縫線,叫做鎖縫。您可以在下面的動畫中了解典型的鎖縫裝置的工作原理。
鎖縫裝置最重要的元件是擺梭鉤和線軸組件。線軸就是放在織物下面的一卷線。它位於擺梭的中央,後者在電機的帶動下旋轉,與針的運動同步。
與鏈式縫合相同,針穿過織物拉出一個線圈,在送布牙向前移動織物的同時它再次升起,然後將另外一個線圈套入。不過,這種縫合機制不是將不同的線圈連接在一起,而是將它們與從線軸上鬆開的另一段線連接起來。
當針將線套入線圈時,旋轉的擺梭用鉤針抓住線圈。隨著擺梭的旋轉,它圍繞來自線軸的線拉出線圈。這使得縫合非常結實。
這種旋梭,也是經過直梭演變而來的。
縫紉機的線圈縫合原理由直梭演進到旋梭,就進入了成熟期。
(1)送布牙的清理:拆下針板和送布牙之間的螺釘,清除布毛、灰塵,並加少量縫紉機油。
(2)梭床的清理:梭床是縫紉機工作的核心,也是最容易出現故障的地方,因此,要經常清除污物並加少量縫紉機油。
(3)其它部位的清理:縫紉機的表面和面板內的各部位都應經常清掃,保持乾淨。
縫紉機的加油潤滑方法:
(1)加油部位:機頭上的各個油孔、潤滑上軸以及上軸相連的部件;面板內的部件及各部件連接的活動部件;潤滑壓腳桿和針桿以及與其相連的部件;機器板下部部件的活動處擦凈並少加些油。
(2)保養縫紉機應注意事項:工作完畢后,將機針插入針孔板內,抬起壓腳,還要用機罩蓋機頭,以防塵屑侵入;開始工作時,先檢查主要機件,踏起來輕重情況如何,有無特殊聲音,機針是否正常,等等,如發現不正常現象,應及時檢修;機器使用相當長時間后,要進行一次大修,如發現磨損較大的零件,要更換新的。
必須使用專用的縫紉機油。縫紉機連續使用一天或幾天後就應該全面加一次油,如果在使用之間加油,應使機器空轉一轉時間,使油充分浸潤並甩出多餘的油,再用乾淨的軟布將機頭和檯面擦乾淨,以免弄髒縫料。然後穿線緝縫碎布,利用縫紉線的運動擦凈,甩出多餘的油跡,一直到碎布上沒有油跡為止,再進行正式縫製。
(1)機頭上的各個油孔,潤滑上軸以及上軸相連的部件。
(2)面板內部的部件及各部件連接的活動部件。潤滑壓腳桿和針桿以及與其相連的部件。
(3)機器板下部部件的活動處擦凈並少加些油。
各加油孔與加油部位的加油量不必過多,一二滴就行。
其次,保養縫紉機還應注意以下幾點:
1.工作完畢后,將機針插入針孔板內,抬起壓腳,還要用機罩蓋機頭,以防塵屑侵入。
2.開始工作時,先檢查主要機件,踏起來輕重情況如何,有無特殊聲音,機針是否正常等等,如發現不正常現象,應及時檢修。
3.機器使用相當長時間后,要進行一次大修,如發現磨損較大的零件,要更換新的。
①衣料走動不規則
在使用縫紉機縫製衣料過程中,有時出現衣料運動速度不均勻,針跡時長時短的不規則現象。衣料走動全靠送布牙和壓腳的配合向前輸送,因此,當衣料出現上述不規則運動時,就可以斷定,是牙齒和壓腳發生了故障或壓力調節不當。例如壓腳壓力太小。壓不緊布料,就會造成走動不規則。這時只要把調壓螺絲向下旋動,以壓緊衣料。壓腳太高,無法壓住衣料,也會造成衣料任意走動,或者根本不走動,調整時先把壓腳扳手抬起,鬆開導架螺絲,再把壓腳桿由上向下打動,使壓腳與針板的距離調整到7-8毫米的高度以後,隨即把螺絲擰緊,再開車使用。
還有一種原因,是由於牙齒螺絲鬆動,運轉時造成牙齒左右搖動,使衣料也不能有規則地向前移動。處理方法是將針板卸下來。把兩個牙齒螺絲擰緊。擰緊后把針板安裝好,檢查一下牙齒兩邊,是否一與針板槽的邊沿發生磨擦,如有磨擦,會引起雜音和機重現象,這時只有再卸去針板,鬆開牙齒螺絲,把牙齒位置調整到針板槽的中間,擰緊牙齒螺絲以後,再裝好針板。
②衣料不向前走
衣料的走動全靠牙齒傳送。當出現衣料根本不走動時,只有在牙齒上找毛病。如果牙齒位置過低,衣料就不可能向前移動。調整時先把機頭扳起,將抬牙曲柄螺絲鬆開,再將牙架處用螺絲刀輕輕抬動,使送布牙向。上露出針板0.8-1毫米即可。就是牙齒高低的標準尺寸,只要調整到這個位置,衣料就可以正常走動。最後把螺絲擰緊。在擰螺絲的時候。同樣要把機頭扳起來。
③衣料來回走
縫製衣料的時候,往往還會出現衣料來回走動,也就是向前走一步,又向後退一步的現象。這是由於送布牙太高造成的,牙齒露出針板的平面過高,牙齒始終露在針板外面往複運動,導致衣料來回走動。調整時把抬牙曲柄螺絲鬆開,將牙齒用螺絲刀向下輕壓,使送布牙降低到標準高度,即牙齒露出針板0.8-1毫米的尺寸,然後擰緊曲柄螺絲。
④衣料向後退
在縫製工作中有時出現衣料不向前走動,反而向操作者方向移動,即衣料向後退。產生這種故障是由於上軸曲拐與凸輪偏心螺絲的角度不對。牙齒所以能夠有節奏地向前移動。完全是靠送布凸輪的撥動。因凸輪本身是偏心的。所以使牙叉前後撥動,而牙叉又帶動送布軸和牙架,促使牙齒前後往複運動。由此可見,凸輪的偏心位置是非常重要的。
上軸曲拐與凸輪螺絲的標準角度。只要把凸輪螺絲與上軸曲拐的夾角調到260-300的位置,衣料就不會向後退了。
調整時,把機頭后蓋向下扳開,就可看見送布凸輪,把螺絲刀插入機殼內部,將送布凸輪螺絲鬆開,然後把螺絲撥到與上軸曲拐成260-300的位置,再擰緊凸輪螺絲。

基本信息
- 中文名
- 縫紉機
- 類別
- 科技產品
- 組成部分
- 機頭、機座、傳動和附件
- 起始時間
- 18世紀中葉工業革命后