井式回火爐
型鋼及鋼板焊接而成的火爐

井式回火爐
4、最大裝載量: 15000kg (含工裝)
5、有效裝料尺寸: Φ2800 × 1600mm
6、有效加熱區高度: 2400mm
7、有效加熱區溫度均勻性: ≯ ± 3 ℃
8、控制精度: ± 1 ℃
9、爐殼溫升: ≯ 50 ℃
10、區數: 3區
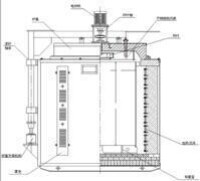
A )爐體部分:爐體:整體呈圓柱狀,採用型鋼及鋼板焊接成框架結構。爐殼由型鋼及鋼板焊接而成。
⑴ 爐子上中下三區控溫,為“ Y ”接法。加熱度元件採用 0Cr25Al5 鐵鉻合金高電阻帶材料繞制,設計時應使 3 組電功率均等,只是使其功率密度根據需要而作改變。故應使用同一帶厚 d 和帶寬 D ,只改變“M”距 h ,從而達到表面負荷小的要求。
⑵ 爐膛中設計導風桶,導風桶採用 3mm1Cr18Ni9 不鏽鋼製造;有效裝料空間不小於 Φ2800 mm *1600 mm ,桶、襯相距今 100 mm 以保護電阻帶和爐襯,並利於空氣流通、加熱均勻。
⑶ 爐底底部導風桶座採用耐熱鋼鑄造;導風桶座為“米”字型,其高度為200 mm 左右,以使零件置於有效加熱區域內,並利於空氣流動。
⑷ 爐體底部的砌磚部分採用高鋁重質耐火磚、保溫磚複合結構。
B )爐蓋部分:
⑴ 設置循環扇,以使爐氣強制流動、加熱均勻。風扇軸和風葉的材料均採用 0Cr18Ni9 不鏽鋼材料製作。
⑵ 爐蓋面設置一個 Φ80mm 的排氣孔,以利爐中的廢氣排出並用於校溫;爐蓋內表面用 0Cr18Ni9(304)不鏽鋼板製成。
⑶ 爐蓋升降機構採用電動液壓裝置;爐蓋旋轉軸雙向裝軸承,上部軸座內豎放滾針,使爐蓋升降、旋轉平穩、更輕巧。爐蓋密封採用砂封結構。
C )電氣控制部分:
⑶、數據記錄採用無紙記錄儀,以分別記錄各區的溫度控制過程及超溫自動電鈴報警。
⑷、調功器採用南京揚子公司的變時基周波控制器,其輸入信號電流為4~20mA,以與溫控儀的輸出電流配套。
⑸、爐蓋升降設置上、下限位,加熱迴路與風機、爐蓋升降實行電氣聯鎖。(註:風機停機,自動停止加熱;風機未停,爐蓋不能上升,但能下降。(主迴路接觸器及風機接觸器失電應自動電鈴報警。)
井式回火爐
⑺、電氣控制原理圖,由需方先自行設計,然後交供方製造,供方可提出修改意見,但應及時通知用戶,並取得用戶同意后再行修改。
⑻、控制櫃的設計要求:
①、將控制櫃分成兩個櫃設計,其中一個柜子為主迴路的大電流部分及相關的面板器件等、另一個為控制迴路部分,包括:爐機動作控制、溫度控制和碳勢控制等及相關的面板器件等。也可將兩個柜子合成一個柜子製造,但其功能不能變。
②、控制櫃的面板布置應簡潔、美觀、合理,顯示清晰、便於操作和維修,其面板的各種儀器儀錶和元器件應便於拆卸、更換。
③、控制櫃內部的元器件布置應緊湊、合理,並便於操作、維修和裝卸,接線端子應位於控制櫃的中側部。並且前後門均可整體打開、關上,並具有足夠的剛性,頂部應設置強制通風冷卻裝置。
④、聲光報警器固定於控制櫃頂部。
| 型號 | 功率(KW) | 工作尺寸(mm) | 溫度℃ |
| RJ2-24-6 | 24 | φ400×500 | 650 |
| RJ2-36-6 | 36 | φ500×650 | 650 |
| RJ2-55-6 | 55 | φ700×900 | 650 |
| RJ2-75-6 | 75 | φ950×1200 | 650 |
